
A prototype that arrives three weeks late can stall testing, delay design reviews, and push your launch window into the next quarter. That is why prototype machining vs molding is not just a process choice. It is a schedule, budget, and risk decision that affects how quickly you can validate a part and how confidently you can move toward production.
For most product teams, the right answer depends on what you need to learn from the prototype. If you need a highly accurate metal or plastic part in days, machining usually makes more sense. If you need to test a molded geometry, surface finish, or production-like plastic behavior across more units, molding may be the better path. The trade-off is simple in theory but often expensive in practice when teams choose too early or for the wrong reason.
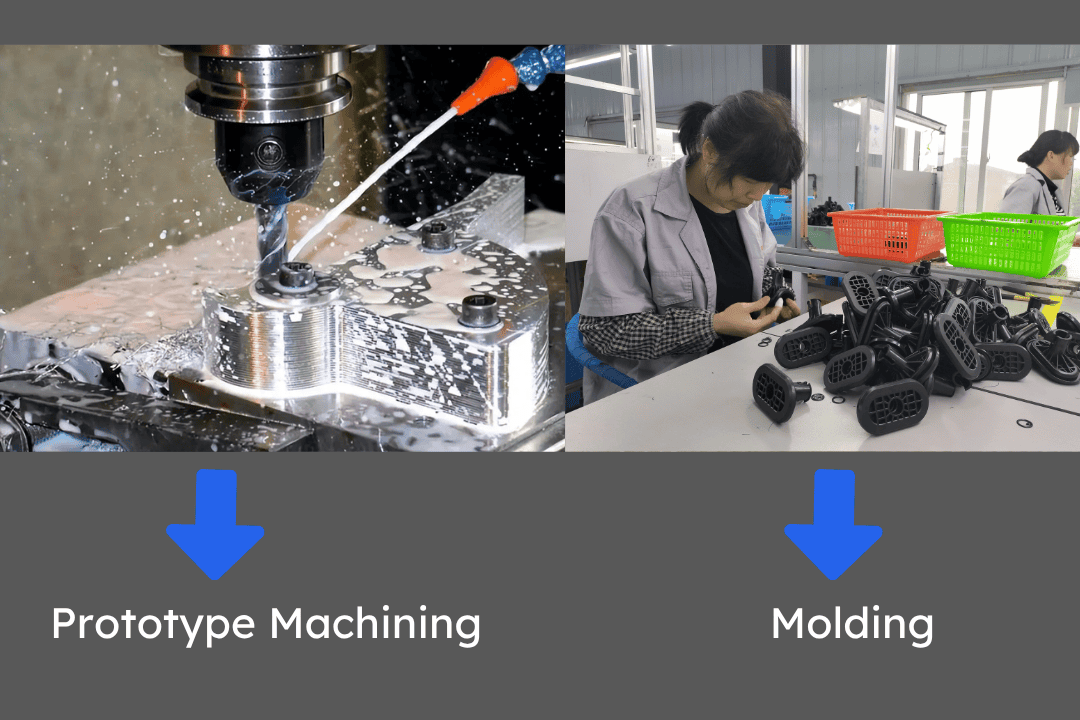
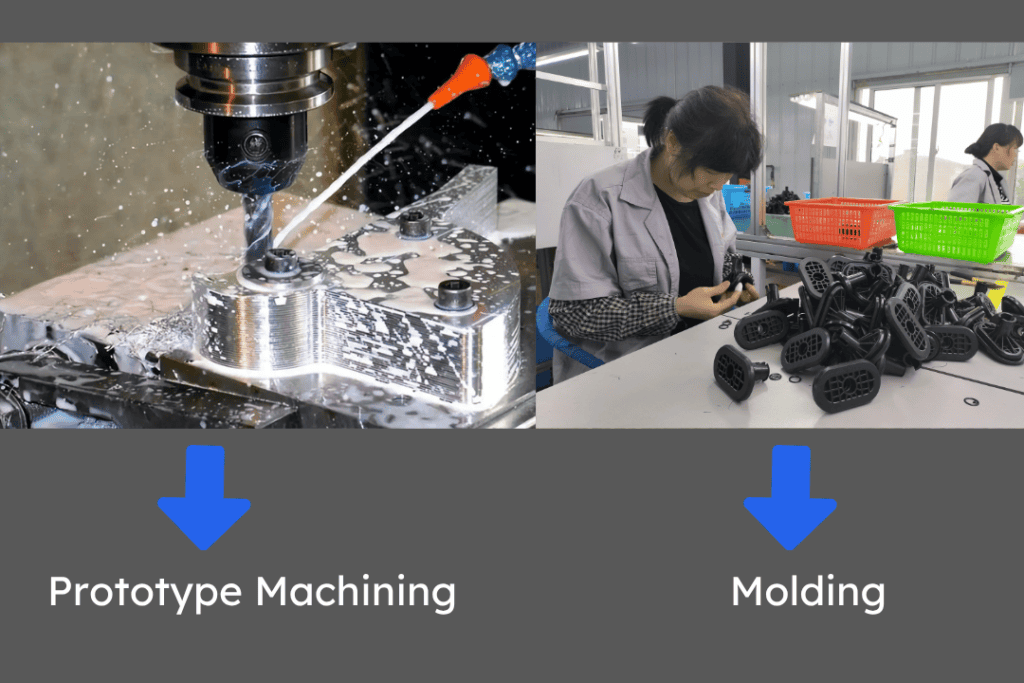
Prototype machining vs molding: the core difference
Prototype machining is a subtractive process. We start with solid stock and remove material through milling, turning, grinding, or multi-axis machining until the part matches your CAD model. This route works across metals and engineering plastics, handles tight tolerances well, and avoids upfront tooling.
Prototype molding is a forming process. Material is shaped inside a tool or mold cavity, then released as a near-net-shape part. Depending on the stage of development, that may mean injection molding for thermoplastics, vacuum casting for small runs, or another mold-based route. The big advantage is repeatability across multiple parts. The main constraint is that you need tooling, and tooling adds both cost and lead time.
If your team is still changing wall thickness, hole positions, mating features, or assembly interfaces, machining gives you more flexibility. If your geometry is stable and you need parts that behave more like future production units, molding starts to become more attractive.
When machining is the better prototype route
Machining is usually the fastest way to get functional parts without committing to tooling. That matters when you are validating fit, motion, load paths, sealing surfaces, or assembly clearances. It also matters when your design team expects revisions after the first build. A CAD update can move directly into the next setup. You are not paying to rework or replace a mold.
This is especially true for metal parts. Aluminum, stainless steel, brass, copper, titanium, and tool steels are all common prototype machining materials. If your final product includes structural brackets, housings, shafts, manifolds, jigs, or precision interfaces, molding is often not even the right comparison. Machining is the realistic path because you need the real material.
Tolerance is another deciding factor. CNC machining can hold very tight dimensions on critical features when the design supports it. In our work, tolerances down to ±0.002 mm are achievable on selected precision features with the right material, machine setup, and inspection method. That level of control is useful for bearing seats, datum surfaces, threaded interfaces, and parts that must match existing assemblies.
Machining also reduces development risk for low volumes. If you need 1 part, 5 parts, or 20 parts, there is no mold amortization to carry. Your cost scales more directly with machine time, complexity, material, and inspection requirements. That makes budgeting more predictable in early development.
When molding is the smarter prototype choice
Molding starts to win when the prototype must represent the production process, especially for plastic parts. If your team needs to evaluate snap fits, cosmetic surfaces, molded ribs, parting lines, gate vestige, or shrink-related behavior, a machined plastic part may not tell the full story.
That gap matters more than many buyers expect. A CNC-machined ABS or POM part can match geometry very well, but it does not always replicate the internal stress profile, anisotropy, surface texture, or local material behavior of an injection-molded part. If you are testing a consumer housing, enclosure clips, fluid cover, or a production-facing plastic assembly, process realism may matter more than pure dimensional accuracy.
Molding also becomes more cost-effective once quantities rise. The tooling cost is the barrier, but after that, per-part cost drops sharply. If you need 100 prototype units for pilot builds, investor samples, field trials, or pre-production validation, mold-based methods often outperform machining on unit economics.
There is still nuance here. Full steel injection molds are not always necessary at the prototype stage. Soft tooling, aluminum molds, and vacuum casting can bridge the gap between one-off prototypes and mass production. Those options give you molded or mold-like parts faster and at lower upfront cost, though they come with limits on life, material choice, and dimensional stability.
Cost: upfront tooling versus flexible iteration
The most common purchasing mistake is comparing only the price per part. That view misses the bigger cost drivers.
Machining usually has a lower entry cost because there is no tool to build. You pay for material, programming, setup, machining time, finishing, and inspection. If you revise the design, you update the program and run the next version. That keeps engineering changes affordable.
Molding flips the equation. Tooling can cost far more than the first batch of parts, but unit cost drops once the mold is in use. The catch is design change. A feature update that takes a few hours in CAM may require mold modification, insert replacement, or a full tool rebuild. That can erase the apparent savings.
For prototype programs, we advise buyers to calculate total decision cost, not just manufacturing cost. Include rework risk, schedule impact, and the probability of another revision. If your design is under active change, machining is often cheaper even when the piece price looks higher.
Lead time and schedule control
Lead time often decides the process before unit price does. Machined prototypes can move quickly because there is no tooling gate before production starts. Once CAD, material, and tolerances are confirmed, parts can often be scheduled immediately. Typical prototype windows can range from 1 to 7 days depending on complexity, quantity, finishing, and inspection scope.
Molding adds a tooling phase before first articles exist. Even fast soft-tool routes need design review, mold fabrication, trial shots, and tuning. That sequence is manageable when geometry is stable. It is painful when the design is still moving.
Schedule risk also behaves differently. Machining risk usually comes from complex geometry, difficult materials, or tolerance stacking. Molding risk often comes from fill issues, sink, warpage, ejection marks, flash, and tool corrections. Neither process is risk-free. The difference is where the risk sits and how expensive it is to correct.
Accuracy, finish, and design constraints
If your prototype needs sharp internal detail, precise flatness, or controlled concentricity, machining has a clear advantage. It is also better for parts with threaded holes, precision bores, and interfaces that must assemble with off-the-shelf hardware.
Molding favors designs built around draft, uniform wall thickness, radiused transitions, and production-minded geometry. Those rules are not optional. Ignore them and your prototype may look acceptable in CAD but fail during tool trials.
Surface finish is more situational. Machining can produce excellent cosmetic and functional finishes, especially with secondary processing. Molded parts can deliver production-like textures and more natural plastic cosmetics when the tool is designed for that purpose. If appearance is central to your customer evaluation, molding may offer a more honest preview.
A practical way to choose
If you are deciding between prototype machining vs molding, start with three questions. What are you trying to validate, how stable is the design, and how many parts do you really need in this phase?
Choose machining when you need speed, real engineering materials, tight tolerance control, or design freedom. It is usually the safest route for metal components, precision assemblies, and low-volume iterations.
Choose molding when your prototype must reflect production plastic behavior, cosmetic quality, or higher-volume repeatability. It becomes more attractive as your design freezes and your sample quantity grows.
In many programs, the best answer is not either-or. Teams often machine the first rounds to close design risk, then shift to soft tooling or molding for pilot quantities. That staged approach protects cash early and improves process realism later.
We see the strongest outcomes when buyers treat prototyping as a decision tool, not just a purchasing event. The fastest part is not always the most useful one. The cheapest sample is not always the lowest-cost path. If your prototype helps you approve the design with fewer surprises, it has done its job.


![Comparison of Operating Principles: This figure illustrates a microscopic comparison of the surface waviness and residual scallop height generated by a face milling cutter and a ball-nose cutter under different stepover and step-down settings. [Figure 4-1]](https://6-cnc.com/wp-content/uploads/2026/06/image-2-300x199.png)
