
When designing high-conductivity hardware—such as heavy-duty electrical contacts, semiconductor test pins, or electric vehicle (EV) terminal blocks—selecting the correct copper alloy baseline directly governs the component’s electrical performance and final production cost. The decision frequently narrows down to two industry-standard non-ferrous materials: C110 Electrolytic Tough Pitch (ETP) Copper and C145 Tellurium Copper.
While both materials are classified as high-copper alloys, their behavior under subtractive machine tooling and their electrical boundary limits are fundamentally opposed. Choosing the wrong specification can result in either catastrophic tool wear on the shop floor or unacceptable thermal resistance in the field. This guide provides an objective, data-driven comparison of C110 and C145 to streamline your process routing.
Core Property Comparison Matrix
To assist engineering teams during early stage-gate reviews, the matrix below details the structural and electrical differences between these two prominent grades, referenced against standard industrial testing data available through unbiased material properties databases:
| Technical Metric | C110 ETP Copper | C145 Tellurium Copper (H02 Temper) |
| Chemical Composition Baseline | 99.90% Copper (Minimum) | 99.50% Copper, 0.5% Tellurium, 0.008% Phosphorus |
| Electrical Conductivity (IACS) | 101% IACS | 93% to 98% IACS (Average: 95% IACS) |
| Machinability Rating | 20% (Relative to Free-Cutting Brass) | 85% (Relative to Free-Cutting Brass) |
| Tensile Strength (Yield, H02) | 280 MPa | 300 MPa |
| Primary Chip Morphology | Long, ductile, continuous “gummy” ribbons | Short, brittle, easily fractured needles |
| Solderability Performance | Excellent (Requires minimal flux activation) | Excellent (Requires standard mild flux profiles) |
Electrical Conductivity Delta: Quantifying the IACS Loss
The primary concern among electrical hardware designers is the reduction in electrical throughput when moving from pure C110 to an alloyed variant.
Electrical conductivity is evaluated using the International Annealed Copper Standard (IACS). C110 ETP defines the high end of this baseline at 101% IACS. The inclusion of approximately 0.5% tellurium in C145 to serve as an internal chip-breaker lowers the material’s bulk conductivity to 95% IACS.
The Engineering Interpretation:
This single-digit conductivity reduction represents a mere 5% to 7% increase in bulk electrical resistivity. For the vast majority of high-amperage terminal geometries, this marginal loss does not present a bottleneck for current flow.
In field applications, any slight increase in Joule heating can be easily offset by scaling up the feature’s cross-sectional area by a minor margin, or by specifying high-performance precious metal electroplating. By accepting this minor IACS drop, engineers can leverage C145’s advanced machinability to dramatically reduce component cost.
Machinability Mechanics: Tool Wear and Production Velocity
From a general shop experience perspective, machining pure C110 copper is notoriously difficult. Because C110 is highly ductile and soft, it undergoes severe plastic deformation under the action of a cutting edge.
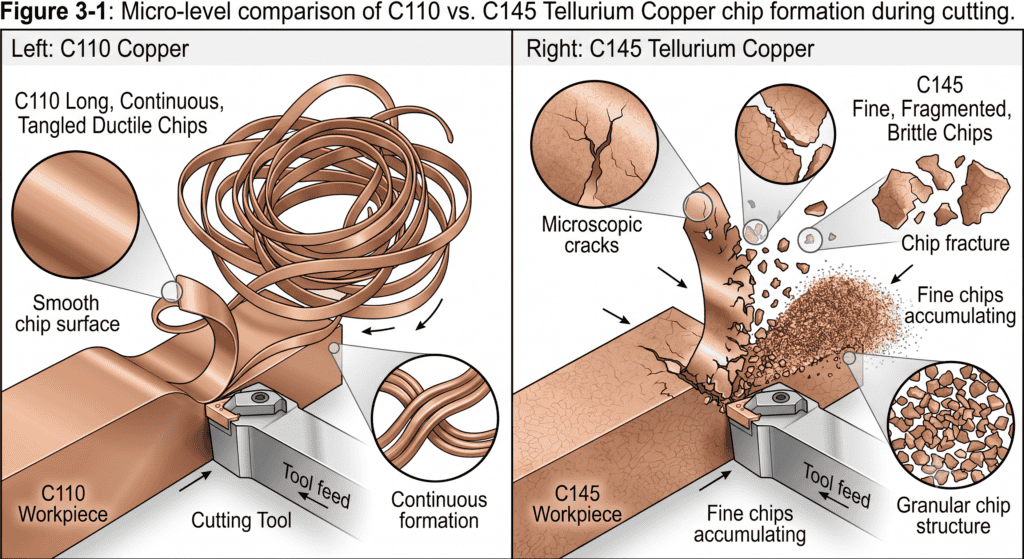
The C110 Machining Obstacle (20% Rating)
Instead of separating cleanly, C110 tears and smears across the tool face. This mechanical behavior generates continuous, dangerous stringy ribbons that bird-nest around rotating spindles and clog fluid nozzles.
Furthermore, the friction creates built-up edge (BUE), where copper micro-particles weld themselves directly onto the tool cutting edge under heat. This forces machinists to execute slow linear feed rates, implement frequent tool replacements, and run multiple fine-pitch finishing passes to clean up edge burrs.
The C145 Solution (85% Rating)
The microscopic tellurium particles embedded within the C145 matrix create internal planes of weakness. As the cutting tool advances, the material shears cleanly, yielding small, brittle needle-like chips that clear deep internal cavities instantly.
This enables machining centers to execute high surface cutting speeds and stable chip loads, which drops machine tool cycle times by 50% to 70% compared to C110, delivering direct cost mitigation across production volumes.
Joining Methods: Solderability, Brazing, and Welding
Many conductive components must be integrated into larger electromechanical sub-assemblies via secondary joining operations.
- Soft Solderability: Both alloys exhibit exceptional wetting characteristics when using standard lead-free tin-based soft solders. C145’s tellurium content does not inhibit solder flow, allowing components to join securely under standard thermal processing profiles.
- Brazing and Silver Soldering: C110 is susceptible to a metallurgical failure known as hydrogen embrittlement if brazed in a reducing atmosphere containing hydrogen. C145 contains a trace percentage of phosphorus (0.004% to 0.012%) acting as a deoxidizing agent. This trace chemistry prevents hydrogen embrittlement during high-temperature gas torch brazing, resulting in a more robust mechanical joint.
- Laser and Resistance Welding: Due to their extreme thermal conductivity, both materials rapidly dissipate localized heat, making laser welding difficult without high-energy pulse inputs. However, because C145 melts cleanly, it demonstrates slightly more predictable pool puddle stability than C110 under controlled electron-beam welding environments.
Regulatory Compliance and Global Standards Compatibility
Procurement and quality managers must ensure that any material variation complies with strict global regulatory boundaries:
- RoHS and REACH Directives: Sourcing teams often confuse tellurium with heavy metal toxins like lead. Tellurium is a metalloid from the same oxygen family as selenium and is 100% compliant with clean RoHS and REACH declarations. Unlike leaded brasses, which face tightening global regulatory exemptions, C145 is a future-proof material routing for parts destined for international consumer electronics markets.
- Material Certification Traceability: High-tier production requires validating chemistry down to raw mill batches. When verifying components, ensure your manufacturer supplies complete material assay sheets confirming compliance with standard international specifications such as ASTM B301 copper bar specifications.
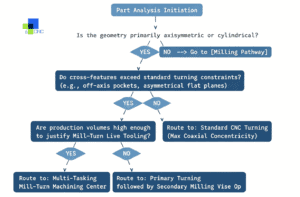
Optimization through the Single-Setup DFM Principle
To maximize the ROI of either copper grade, product designers must align drawing constraints with practical shop floor clamping limits:
- The Single-Setup Principle: Group critical concentric diameters, threaded holes, and thin-walled slots into a single coordinate layout. Machining these features on an advanced multi-axis machining asset within one single physical clamping cycle prevents the repositioning variations that ruin precision tolerances.
- Pocket Depth Controls: Limit internal pocket depths to a maximum of 4x the cavity width or tool diameter. Tall, slender cutting tools flex under radial forces, causing wall taper and tool chatter marks that require manual polishing to clean.
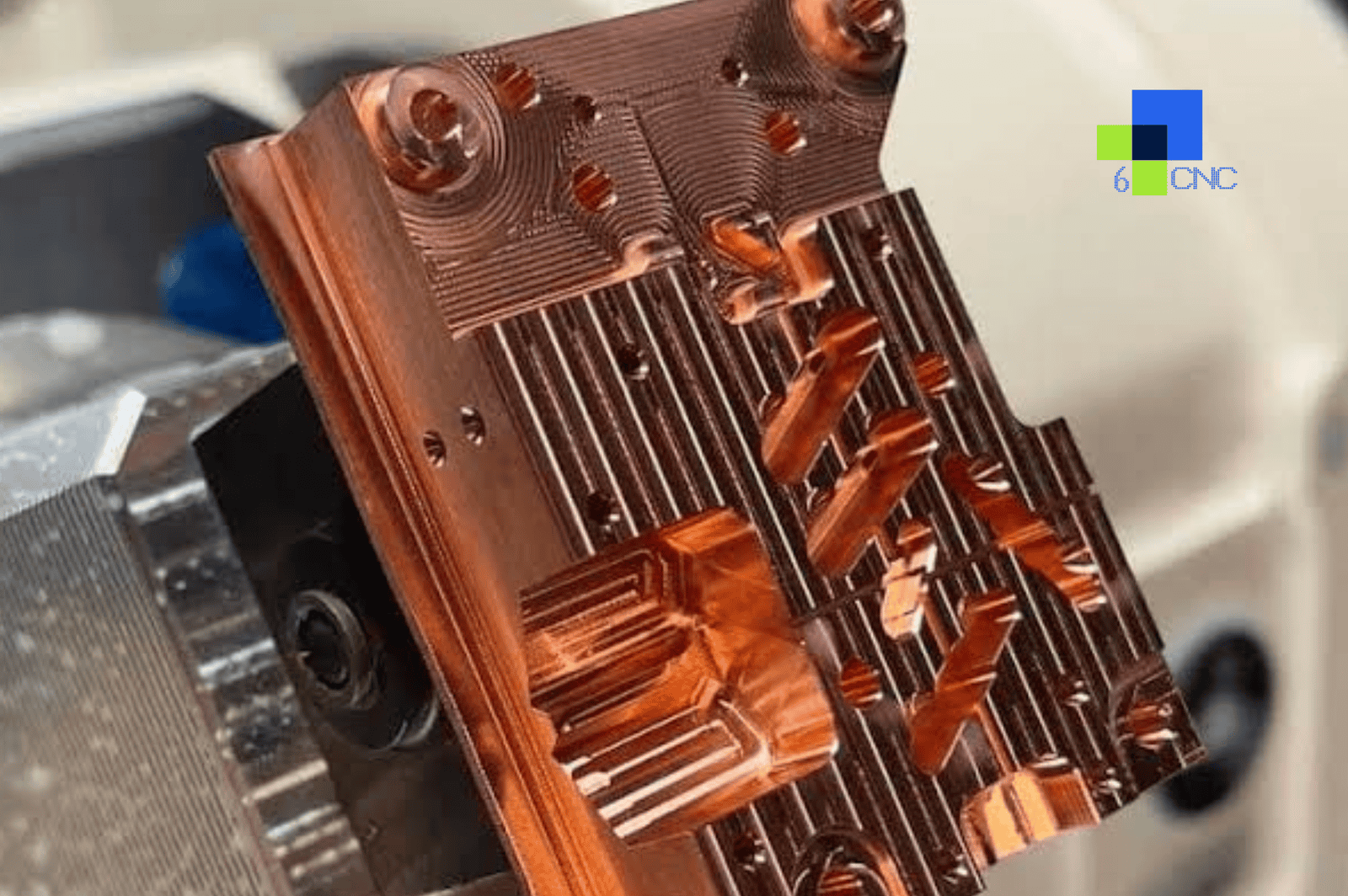
Operational Validation via the 6CNC Manufacturing Ecosystem
Successfully translating complex copper designs into tight-tolerance realities requires an industrial partner with a versatile equipment footprint and robust quality control verification platforms:
- Prismatic Copper Solutions: Our multi-axis precision CNC milling services utilize tailored toolpaths and high-pressure internal cooling to minimize tool vibration, holding accurate linear dimensions down to tight parameters.
- High-Concentricity Production: For contact pins and cylindrical terminals, our advanced CNC turning services leverage bar-fed live-tooling cells to execute threads, steps, and cross-slots in a single handling, maintaining strict concentricity controls.
- Unbundled Quality Documentation: Every delivery batch is verified within our climate-stabilized laboratories. Dimensions are checked via coordinate measuring machines (CMM) calibrated to formal ISO 10360 standard limits, while surface texture is checked using tactile profilometers to ensure total compliance with international ISO 21920 profile roughness standards.
Balance your electrical performance criteria with sensible production cost tracking. We invite your engineering and sourcing teams to leverage our technical capability matrix to optimize your product parameters.
Upload your technical CAD models and STEP files directly to the secure processing portal at 6-cnc.com for a comprehensive DFM capability review and an itemized production quote.

![Comparison of Operating Principles: This figure illustrates a microscopic comparison of the surface waviness and residual scallop height generated by a face milling cutter and a ball-nose cutter under different stepover and step-down settings. [Figure 4-1]](https://6-cnc.com/wp-content/uploads/2026/06/image-2-300x199.png)