

A part can look finished on a milling machine and still fail where it matters most. The bore is 6 microns out. The sealing face shows light tool marks. The shaft diameter fits on one batch and binds on the next. That is where precision grinding for machined parts becomes a process decision, not a cosmetic upgrade.
We see this most often in prototype validation and low-volume production. A component may machine well by turning or milling, but the final function depends on tighter geometry, smoother contact surfaces, or more predictable fit. Grinding closes that gap. It gives you tighter size control, better roundness and flatness, and surface finishes that standard CNC cutting often cannot hold consistently.
For buyers and engineers, the main question is not whether grinding is accurate. It is whether the added process is justified by the part’s real requirement. If the answer is yes, grinding can reduce assembly risk, improve repeatability, and prevent expensive downstream failures.
What precision grinding for machined parts actually solves
Precision grinding removes a very small amount of material with an abrasive wheel. That sounds simple, but the value is in what it corrects after earlier machining steps. Milling and turning are efficient for generating the part shape. Grinding is often the step that brings a critical feature into its final state.
That final state usually means one of three things. The first is tighter dimensional tolerance. The second is better geometric accuracy, such as flatness, cylindricity, concentricity, or parallelism. The third is improved surface integrity, especially on sealing, sliding, bearing, and locating surfaces.
In practical terms, grinding matters when your part must mate with another part predictably. A hydraulic spool, bearing journal, linear guide component, mold insert, medical fixture, or inspection datum surface all depend on more than nominal dimensions. They depend on consistency across every unit.
A turned shaft might hit the target diameter on paper, but still vary in roundness or surface finish enough to affect bearing life. A milled plate might hold width and length, but miss flatness enough to create sealing issues. Grinding addresses those last-mile errors.
Where grinding fits in the machining process
Grinding is usually not the first process choice. It is a finishing operation added after rough and semi-finish machining. In many projects, we machine most of the geometry by CNC turning, milling, or 5-axis machining, leave controlled stock on the critical surfaces, then grind only the features that truly need it.
That approach matters for cost and lead time. Grinding an entire part is rarely efficient. Grinding selected bores, journals, faces, rails, or datum surfaces is often the smarter path. You control budget without giving up function.
Process planning also depends on material condition. Hardened steels often require grinding after heat treatment because conventional cutting can distort dimensions or struggle to maintain finish. Stainless steel, tool steel, carbide, and some high-performance alloys can also benefit when tolerance and surface demands exceed what standard machining can reliably achieve.
This is one reason DFM review matters. If a drawing applies grinding-level tolerances to non-critical surfaces, you will pay for precision where it adds no product value. If the truly critical surfaces are not identified clearly, the supplier may machine everything to a general standard and leave performance risk on the table.
Common precision grinding methods for machined parts
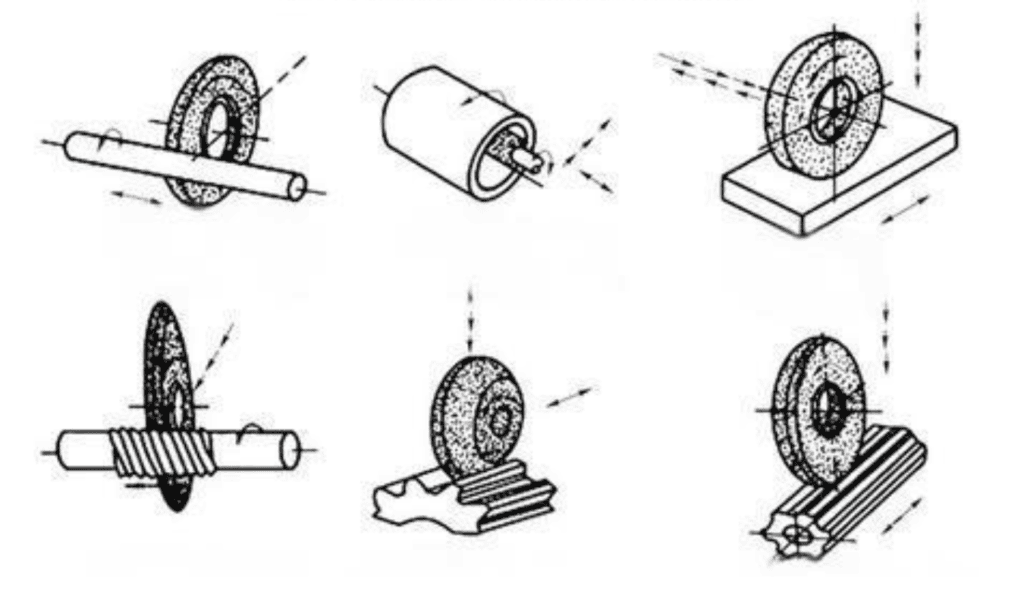
The grinding method depends on geometry. Surface grinding is used for flat faces, datum planes, and parallel surfaces. It is common on fixture components, wear plates, tooling blocks, and precision bases. If your part relies on flatness and stable stack-up in assembly, this method is often the best fit.
Cylindrical grinding handles external round features such as shafts, pins, and bearing seats. Internal grinding is used for bores that need tight size, roundness, and finish. Centerless grinding is efficient for high-accuracy cylindrical parts produced in volume, especially when excellent diameter consistency is required.
Each method has trade-offs. Surface grinding can achieve excellent flatness, but it may require careful fixturing to avoid distortion on thin parts. Cylindrical grinding delivers strong results on rotational features, but setup quality has a direct effect on concentricity. Internal grinding is capable, but bores with difficult access or very small diameters may drive cycle time up.
That is why the best process is not always the most precise one on paper. It is the one that meets the drawing and function with the least production risk.
Tolerances, finish, and what you should specify
Many buyers ask for the tightest tolerance available because it feels safer. In manufacturing, that usually creates the opposite result. It increases cost, extends lead time, and raises rejection risk without improving the product.
A better approach is to match the requirement to the function. If a shaft must run in a bearing, specify the fit range, roundness, and surface finish that support that application. If a plate serves as a mounting bracket, general CNC tolerances may be enough. If a face seals against an O-ring or mechanical seal, surface finish becomes more important than overall cosmetic appearance.
For high-precision projects, we often work with tolerances down to ±0.002 mm on suitable features. That level is valuable only when the full process chain supports it. Material stability, heat treatment, workholding, inspection method, and operator control all affect whether that number is practical on a given geometry.
Surface finish should also be stated clearly. Ra values are useful, but the functional context matters too. A sliding surface, sealing face, and optical mount may all require smooth finishes for different reasons. If you share the application, your supplier can recommend whether grinding is necessary or whether fine turning, honing, lapping, or polishing makes more sense.
Cost and lead time: when grinding pays for itself
Grinding adds setup, machine time, inspection, and often tighter process control. That means added cost. The mistake is to judge that cost only at the quote stage.
If a critical feature is left to a less capable process, the hidden cost often appears later. You lose time during assembly troubleshooting. Parts require selective fitting. A validation build stalls because one bore is undersized. A field issue shows up because surface finish caused premature wear. Those costs are usually much higher than the cost of grinding the right feature from the start.
The right decision depends on volume and risk. For a prototype, grinding can shorten development by eliminating performance uncertainty. For small-batch production, it can stabilize quality across lots. For higher volumes, the process must be reviewed more carefully because cycle time matters more and alternative methods may become economical.
This is where an experienced supplier helps. We do not treat grinding as a premium add-on. We treat it as one tool in the manufacturing plan. Sometimes it is essential. Sometimes it is unnecessary. Sometimes a design change can remove the need for it entirely.
Inspection matters as much as the grinding process
A ground part is only as good as the measurement behind it. Tight tolerances require inspection methods that match the requirement. Micrometers may be enough for some diameters. Bore gauges, height gauges, CMM inspection, roundness measurement, and surface roughness testers become necessary when geometry gets tighter or function becomes more sensitive.
Temperature control also matters more than many buyers expect. At micron-level tolerances, small thermal changes in the part, machine, or measuring equipment can affect results. That is one reason high-precision grinding cannot be treated like standard shop work.
If your project has true fit-critical features, ask not only whether the supplier can grind them, but how they verify them. Capability without inspection discipline is not a reliable process.
How to make precision grinding for machined parts work for your project
The best results come from clear priorities. Mark the critical-to-function features on the drawing. Define tolerance and finish only where they matter. Share mating part information when fit is important. Identify whether the part will be heat treated before final finishing. If the component is thin, long, or distortion-prone, mention that early.
That level of detail helps us choose the right process route before production starts. It also helps avoid a common problem in custom manufacturing: a drawing that asks for universal precision when the product only needs local precision.
For OEMs, R&D teams, and industrial buyers, that distinction affects far more than unit price. It affects schedule confidence, scrap rate, and whether the first delivered batch actually works as intended.
Precision grinding is not necessary for every machined part. For the parts that depend on exact fit, motion, sealing, or wear behavior, it often makes the difference between a part that measures close and a part that performs right. If you are deciding whether to add grinding, start with the function of the feature, not the appearance of the drawing.