
A sourcing plan can look solid on paper until one small machined part stalls the whole build. The issue is rarely just machining capacity. It is usually a mix of lead time risk, tolerance drift, weak DFM feedback, and poor coordination across suppliers. That is why the future of distributed CNC manufacturing matters to engineers, OEMs, and procurement teams that need parts fast without losing control.
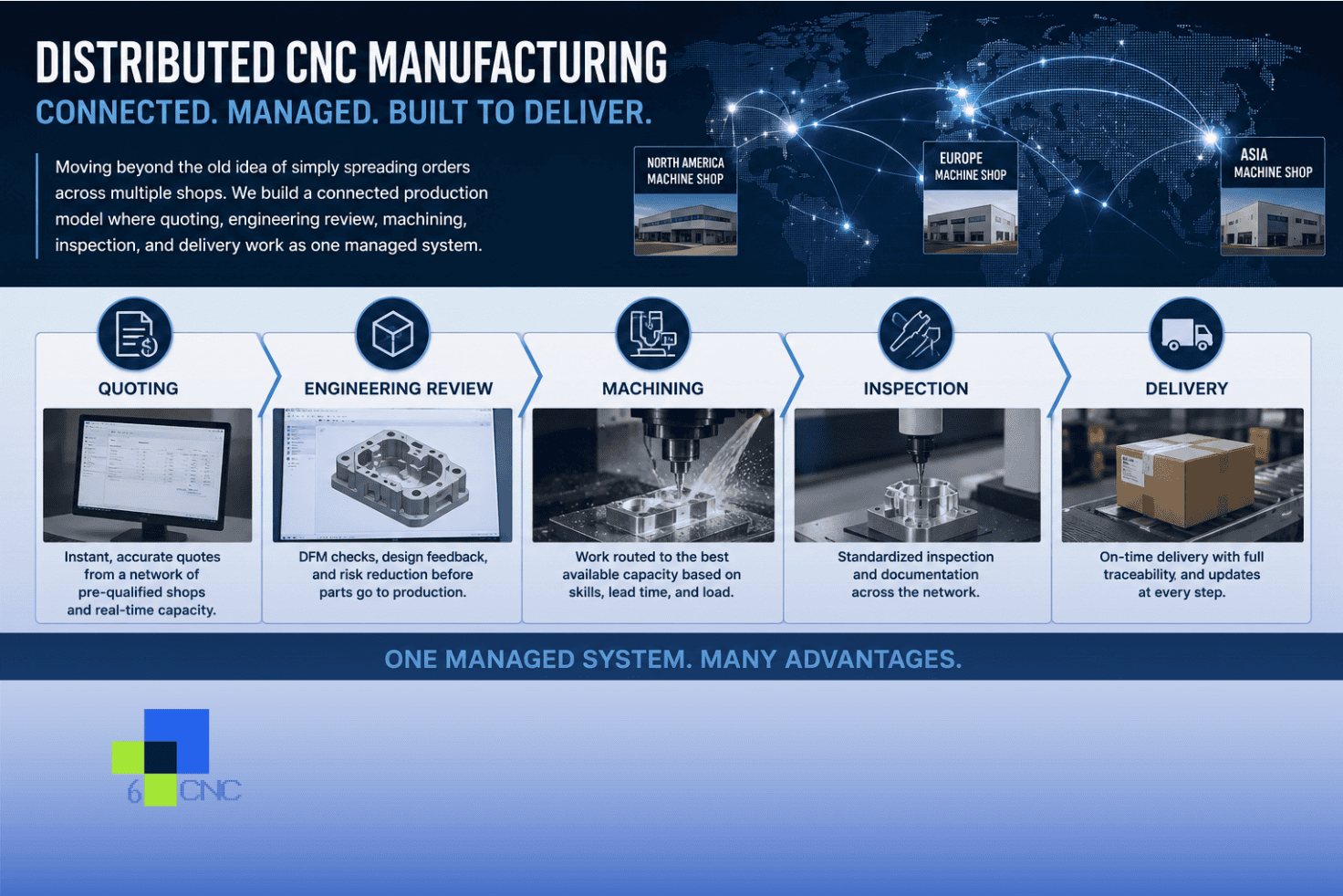
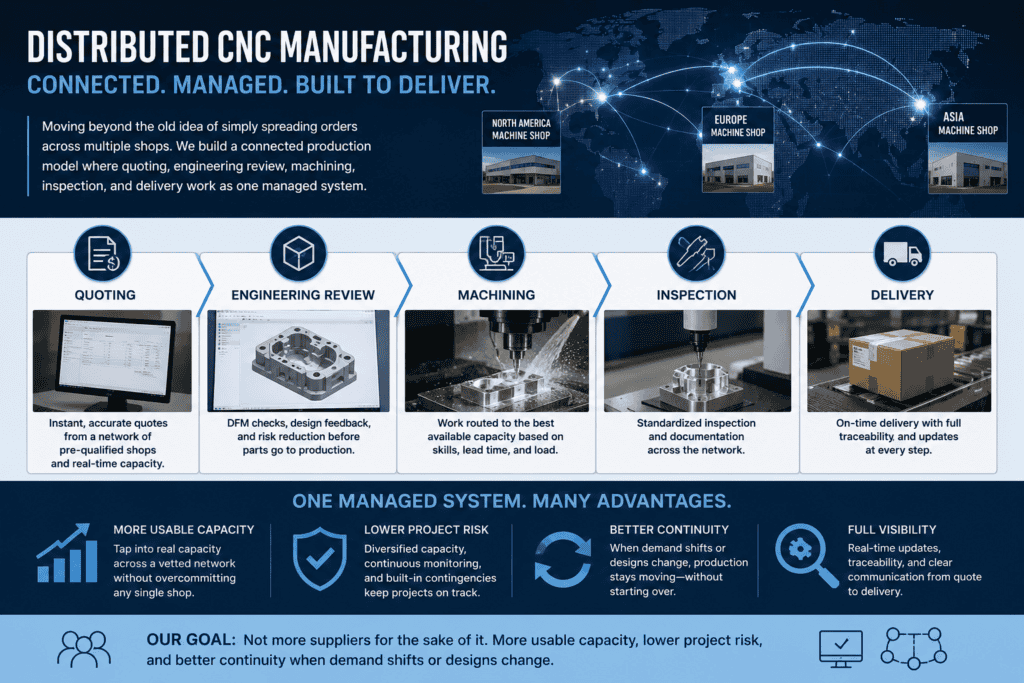
Distributed CNC manufacturing is moving beyond the old idea of simply spreading orders across multiple shops. We see it becoming a connected production model where quoting, engineering review, machining, inspection, and delivery work as one managed system. The goal is not more suppliers for the sake of it. The goal is more usable capacity, lower project risk, and better continuity when demand shifts or designs change.
For buyers, this shift has direct business value. A distributed model can reduce single-source dependency, improve response time for low-volume projects, and make it easier to balance prototype urgency with production discipline. It can also create new problems if the network is not controlled tightly. Capacity without standardization is just inconsistency at scale.
What the future of distributed CNC manufacturing really looks like
The next phase will not be defined by geography alone. It will be defined by coordination quality. A supplier network only works when machining standards, inspection methods, material traceability, and communication rules are aligned.
In practical terms, the strongest distributed CNC systems will share a common front end. That includes CAD-based quoting, manufacturability review, process planning, and digital documentation. When your RFQ enters that system, it should not matter whether the part is cut in one facility or another approved site. You should receive the same feedback on corner radii, tool access, wall thickness, datum strategy, and achievable tolerances.
That consistency is what separates a managed manufacturing network from a broker model. In a broker model, jobs are passed out and quality depends heavily on whoever picks up the work. In a managed model, every order follows defined controls. Inspection plans are set. Critical dimensions are flagged. Surface finish expectations are clarified before machining starts. Packaging and shipping rules are not left to chance.
This distinction will shape the market. Buyers will continue to move away from opaque sourcing arrangements and toward partners that can prove process control across distributed capacity.
Speed will matter, but not the way many suppliers think
Fast quoting and short lead times already influence supplier selection. That will not change. What will change is how buyers judge speed.
A quote in two hours is useful only if the process plan is realistic. A part shipped in five days is valuable only if it passes inspection and fits on assembly. We expect the future of distributed CNC manufacturing to reward suppliers that combine rapid response with engineering judgment.
That starts at the review stage. Complex parts often fail not because the machine cannot cut them, but because nobody challenged an unnecessary tight tolerance, an unstable thin wall, or a hidden fixturing issue. Good DFM feedback shortens the total project timeline, even if it adds one round of discussion before production.
We have seen this repeatedly in low-volume projects. A buyer requests ±0.01 mm across multiple non-critical features because that is what the prototype drawing inherited from an early model. After review, only a few functional dimensions need that level of control. The rest can be opened to practical ranges. The result is lower scrap risk, simpler inspection, and faster delivery without affecting performance.
In distributed manufacturing, that engineering filter becomes even more important. If the front-end review is weak, errors spread across the network. If the review is strong, distributed capacity becomes a real advantage.
Data and standardization will decide who scales well
The networked CNC supplier of the future will be data-driven in a very operational sense. Not marketing dashboards. Real production data.
Cycle time estimates need to match actual run time closely enough to support scheduling. Machine capability must be tied to part geometry, material, and tolerance demands. Inspection records need to be searchable by revision, lot, and critical feature. Material certs and process records must stay linked to each order.
This matters most when projects move from prototype to repeat batches. A one-off aluminum housing with a 7-day lead time is one challenge. Repeating that part over several months, with controlled cosmetic finish and stable bore position, is another. Distributed CNC manufacturing works best when repeatability is built into documentation and process control, not carried by memory.
Standardization also affects pricing stability. If setups, toolpaths, inspection checkpoints, and packaging rules are documented clearly, quote accuracy improves. Buyers see fewer late cost corrections. Procurement teams can compare total value more confidently because less is hidden in the execution phase.
That is one reason serious buyers increasingly ask not only what tolerance a supplier can hold, but how that tolerance is controlled across jobs and facilities.
Not every part should be distributed
This is where the conversation needs some honesty. Distributed CNC manufacturing is not automatically the best option for every part.
Simple prismatic parts, turned components, brackets, housings, and many low-volume custom parts fit the model well. Jobs with clear drawings, stable materials, and standard inspection points can move efficiently through a managed network.
Highly complex five-axis parts, extremely tight tolerance assemblies, or parts with unusual process sensitivity may still benefit from being concentrated in one tightly controlled production cell. The same applies when a project requires repeated in-process engineering decisions or a very specialized finishing sequence. In those cases, centralization can reduce variation.
The right sourcing decision depends on geometry, tolerance stack-up, volume, material, and risk tolerance. Buyers should not ask whether distributed manufacturing is better in general. They should ask which part families benefit from distributed capacity and which ones need concentrated oversight.
That mixed strategy will become more common. Companies will keep critical components in highly controlled lanes and use distributed CNC capacity for speed, resilience, and overflow management on the rest.
Quality control will become the real differentiator
Anyone can claim global capacity. Fewer suppliers can show how they keep a machined part consistent from one batch to the next when production is distributed.
The future belongs to those that treat quality as a system, not a final checkpoint. That means first article review, in-process inspection, calibrated measurement equipment, revision control, and clear acceptance criteria before the order is released. It also means matching the inspection method to the feature. A ±0.002 mm tolerance claim only matters if the measurement process supports it credibly.
For buyers, this has practical implications. If your supplier cannot explain how they inspect true position, flatness, thread quality, or fine surface finish across a distributed network, capacity should not reassure you. It should worry you.
The best distributed manufacturers will make quality more visible, not less. You will see clearer reports, more predictable communication on nonconformance, and better traceability when parts are shipped internationally.
Digital workflows will reduce friction across borders
Global sourcing still creates communication loss. Time zones, drawing revisions, material substitutions, and inspection expectations can derail a project quickly.
Digital workflow discipline helps solve that. Revision-controlled files, structured RFQ intake, documented DFM comments, approved sample records, and linked QC data reduce ambiguity. This is especially important in low-volume custom work where each job may be different.
We expect distributed CNC manufacturing to become more buyer-friendly as these workflows improve. You will spend less time chasing status updates and clarifying requirements. More of the process will be captured upfront, where mistakes are cheaper to fix.
This also supports global delivery performance. When packaging standards, incoterm handling, and export documentation are built into the process, cross-border fulfillment becomes more predictable. That matters for product teams trying to keep validation builds, pilot runs, and customer commitments on schedule.
What buyers should watch over the next few years
The strongest suppliers will not just add machines. They will build controlled capacity. You should look for evidence that a supplier can quote quickly, review intelligently, machine accurately, inspect consistently, and deliver globally without losing visibility.
Ask how they handle low-volume orders, revision changes, and tolerance-critical features. Ask what happens when capacity spikes. Ask whether the same DFM standards apply across every production site they use. Those answers will tell you more than a broad claim about manufacturing scale.
At 6CNC, we see growing demand from teams that need both precision and flexibility. They do not want a generic shop. They want a manufacturing partner that can support prototypes, bridge quantities, and small-batch production with the same discipline used on critical custom parts.
The future of distributed CNC manufacturing is not about sending work everywhere. It is about building a tighter system around the work that matters. If your parts are custom, tolerance-sensitive, and tied to real delivery deadlines, the winners will be the suppliers that make distributed capacity feel controlled, measurable, and dependable.
That is the standard worth buying against.


