
A part can machine perfectly, pass inspection, and still fail in service because the surface finish was the wrong choice. We see that often with aluminum anodizing types. On paper, anodizing sounds simple. In production, the difference between Type II black anodize and Type III hardcoat can change wear life, dimensional fit, electrical behavior, lead time, and part cost.
If you are specifying parts for prototypes or low-volume production, the finish should match the job, not just the drawing habit your team has used for years. Anodizing is one of the most common aluminum surface treatments because it improves corrosion resistance and appearance without adding a separate coating layer that can peel. But the right type depends on alloy, geometry, tolerance stack-up, color expectations, and end-use conditions.
What anodizing actually does to aluminum
Anodizing is an electrochemical conversion process. Instead of spraying or plating material onto the part, the process converts the aluminum surface into a controlled oxide layer. That oxide is harder than the base metal, bonds tightly to the part, and can provide better corrosion resistance than raw machined aluminum.
This matters for engineered components because the oxide layer is partly built into the surface and partly grows outward. In practical terms, anodizing affects dimensions. If a feature has a tight fit, thread engagement, or sealing surface, you need to account for thickness before production starts. That is especially relevant on precision CNC parts where a few microns can decide whether assembly goes smoothly or stalls on the floor.
The main aluminum anodizing types
For most industrial parts, the conversation centers on three classes: Type I, Type II, and Type III. Each serves a different purpose, and none is automatically the best option.
Type I anodizing
Type I uses chromic acid. It produces a relatively thin anodic layer and has long been used in aerospace applications where corrosion protection matters but dimensional change must stay low. Because the coating is thinner, it preserves fatigue performance better than thicker anodic coatings in some applications.
The trade-off is straightforward. Type I does not give you the wear resistance of hardcoat anodizing, and color options are limited. It is often chosen for corrosion-focused components rather than cosmetic consumer parts. Environmental and regulatory considerations also make Type I less common in many supply chains today because chromium-based chemistry requires tighter process control and waste handling.
Type II anodizing
Type II is the most widely specified decorative and general-purpose anodizing process. It usually uses sulfuric acid and creates a thicker oxide layer than Type I. This type works well when you need a balance of corrosion resistance, appearance, moderate wear protection, and reasonable cost.
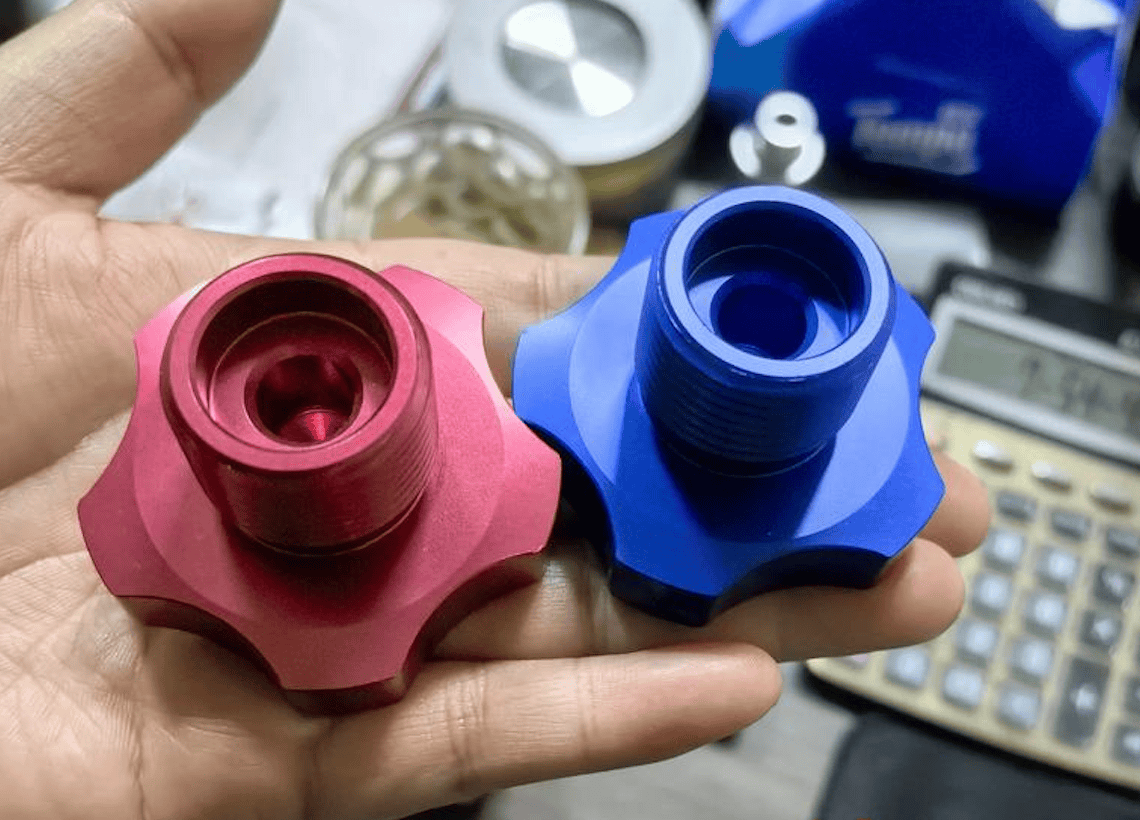
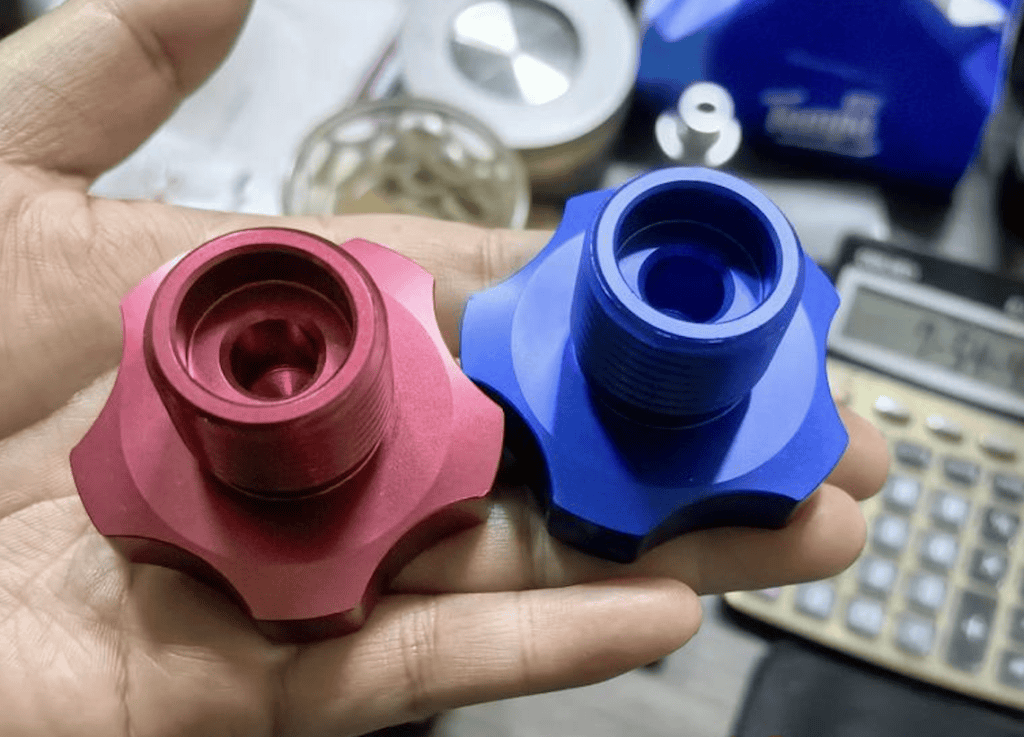
This is the finish many buyers picture when they think of anodized aluminum housings, brackets, panels, and consumer-facing parts. Type II can be clear or dyed in colors such as black, blue, red, or gold. Black anodizing is especially common for industrial enclosures, automation components, and branded hardware because it gives a clean, consistent look.
Typical Type II thickness often falls around 5 to 25 microns, depending on specification and end use. The lower end suits decorative needs. The higher end helps with corrosion resistance. Color consistency can vary by alloy and part geometry, so if your project has visible assembled parts from different material lots, that should be discussed early.
Type III hardcoat anodizing
Type III is hardcoat anodizing. It also uses sulfuric-acid-based processing, but under colder and more tightly controlled conditions to build a much denser, thicker oxide layer. This is the option for parts that face abrasion, sliding contact, repeated handling, or more aggressive service environments.
Hardcoat thickness often starts around 25 microns and can go beyond 50 microns when the design allows it. Surface hardness can approach ceramic-like performance, often around 60 Rockwell C equivalent depending on alloy and process conditions. That makes Type III a strong fit for pneumatic components, machine parts, valve bodies, wear plates, and fixtures.
The trade-offs are real. Hardcoat costs more than standard anodizing. It adds more dimensional growth. Dark gray to black tones are common, but appearance is less decorative and less color-flexible than Type II. If your part has tight bores, thin walls, or cosmetic Class A requirements, Type III may solve one problem and create another.
| Type | Electrolyte | Typical Thickness | Hardness | Key Characteristics | Best Applications | Limitations |
|---|---|---|---|---|---|---|
| Type I (Chromic Acid) | Chromic acid | 0.00002–0.0001″ (0.5–2.5 μm) | Low | Thinest layer; excellent corrosion resistance with minimal dimensional change; gray/opaque appearance; good paint/primer base. | Aerospace (fatigue-critical parts), precision components with tight tolerances, adhesive bonding prep. | Limited wear resistance; environmental concerns (hexavalent chromium — restricted/being phased out in many places); fewer color options. |
| Type II (Sulfuric Acid — most common) | Sulfuric acid | 0.0001–0.001″ (2.5–25 μm) | Moderate ( ~300–400 HV or 40–60 Rockwell) | Good corrosion & moderate wear resistance; highly dyeable (wide color range); clear or colored; balanced cost/performance. | Consumer electronics, enclosures, brackets, architectural, medical devices, general CNC prototypes & low-volume parts. | Not ideal for extreme abrasion; dimensional growth ~0.0002″/side. |
| Type III (Hardcoat / Hard Anodizing) | Sulfuric acid (low temp, high current) | 0.001–0.004″+ (25–100+ μm) | High (60–70 HRC or 600+ HV) | Thick, dense, very abrasion-resistant; excellent wear & corrosion resistance; darker colors (black, dark gray); higher dielectric strength. | High-wear parts (gears, slides, valves), military/aerospace, industrial machinery, pistons, tooling fixtures. | More expensive; darker/less uniform appearance; significant dimensional growth (~0.001″/side — design compensation needed); harder to dye bright colors. |
How aluminum anodizing types affect design decisions
The finish should be selected with the drawing, not after machining is complete. That is where many avoidable delays start.
Thickness is the first issue. Anodic coating growth changes critical dimensions, especially on precision bores, threaded features, and mating surfaces. A common engineering rule is that about half of the anodized thickness penetrates inward and half grows outward, though exact behavior varies by alloy and process. If you call out hardcoat on a close-tolerance bore and machine it to final size first, you may end up with an interference problem.
Alloy selection is the second issue. Not all aluminum grades anodize the same way. 6061 is one of the most forgiving choices and usually gives predictable cosmetic and functional results. 7075 can anodize well, but color may differ from 6061. Cast aluminum and high-silicon alloys often produce less uniform finishes. If appearance matters, the alloy choice should be controlled just as tightly as the anodizing spec.
Electrical performance also matters. Anodized aluminum is electrically insulating. That can be useful when you need surface isolation. It becomes a problem when grounding, conductivity, or EMI performance matters at contact points. In those cases, you may need masked areas, secondary operations, or a different surface treatment entirely.
Choosing between Type II and Type III
Most sourcing decisions come down to Type II versus Type III. The right answer depends on what failure you are trying to prevent.
Choose Type II when appearance, corrosion resistance, and cost balance matter most. It works well for covers, frames, housings, front panels, brackets, and non-wear structural parts. It is also a practical option for prototypes because it is widely available and easier to color match than hardcoat.
Choose Type III when the part sees friction, repeated contact, particulate exposure, or demanding field conditions. We often recommend hardcoat for components that slide, clamp, index, or get handled as tooling rather than just sit inside an enclosure. The extra coating thickness and hardness usually justify the added process cost when replacing worn parts would be more expensive than specifying the right finish up front.
If your part needs both premium cosmetics and high wear resistance, there may not be a perfect answer inside standard anodizing alone. That is where engineering trade-offs matter. You may need to redesign the contact area, split one part into two functions, or use selective finishing.
Common specification mistakes
The most common error is calling out anodizing without defining the type, thickness, color, and sealing requirement. “Anodize black” is not a complete manufacturing instruction. It leaves too much room for variation in performance and appearance.
Another issue is ignoring masking needs. Threads, precision bearing fits, conductive contact pads, and sealing faces often should not be anodized. If that is not addressed on the drawing, the shop may need to stop production and request clarification, which costs time.
Color expectation is another source of conflict. Anodized black is not paint. Shade can shift with alloy, lot, feature shape, and batch conditions. If the part is highly visible, you should define whether cosmetic uniformity is critical or whether functional compliance matters more.
Salt spray assumptions also create problems. Anodizing improves corrosion resistance, but performance depends on coating thickness, sealing quality, alloy, and service environment. Outdoor marine exposure and indoor dry use are not the same design case.
What buyers should ask before releasing a PO
Before you finalize a purchase order, confirm five points with your manufacturing partner: the anodizing type, target thickness, alloy grade, masking areas, and cosmetic acceptance standard. Those five details prevent most finish-related NCRs.
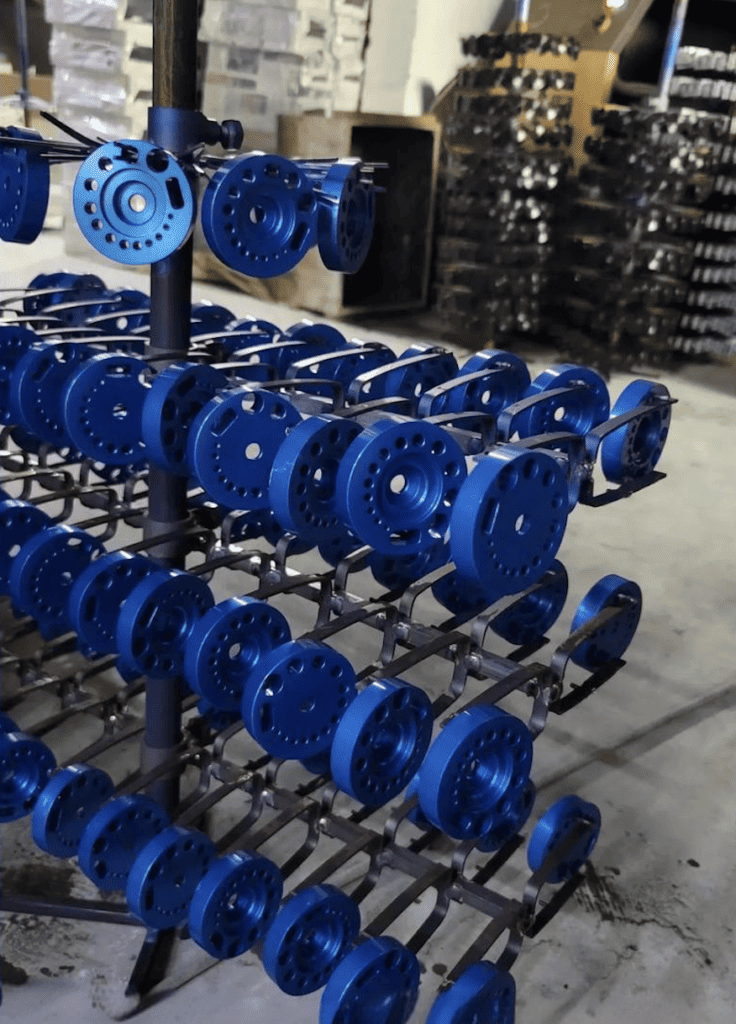
You should also ask how the finish affects lead time. Anodizing is often outsourced or scheduled in batches, so surface treatment can become the pacing step even when CNC machining is finished quickly. For low-volume parts, that timing matters because a one-week slip on finishing can delay your build, test, or customer shipment.
At 6 CNC, we treat anodizing as part of manufacturability review, not a last-step checkbox. That matters most on parts with tight tolerances, mixed cosmetic and functional surfaces, or assemblies that combine multiple aluminum grades.
When anodizing is not the best option
Anodizing is effective, but it is not universal. If you need very high conductivity across the full surface, chemical conversion coating may be a better fit. If the part needs a wide color range with lower cosmetic variability, powder coating can be easier to control. If the geometry includes hidden cavities, very sharp internal corners, or features that are difficult to rack, finish quality may become inconsistent.
The right decision usually starts with one question: what matters most in service? Wear life, corrosion resistance, appearance, dimensional control, or electrical behavior? Once that priority is clear, the best of the available aluminum anodizing types usually becomes clear too.
A good finish spec should reduce risk, not add ambiguity. If your aluminum part has tight fits, visible surfaces, or a demanding service environment, it is worth reviewing the anodizing choice before the first chip is cut.


