

A part looks simple on the screen. Then the first quote comes back, the tolerance stack starts growing, and the lead time no longer matches your build schedule. That is usually where aluminum CNC machining parts become the practical choice. They machine quickly, hold tight tolerances well, and give you a wide range of strength, weight, and finish options without forcing you into tooling.
For engineers and buyers, aluminum is rarely just the “easy” material. It is often the fastest path to a usable prototype, a stable low-volume production part, or a bridge part before die casting or molding. The catch is that aluminum only performs well when grade selection, machining strategy, and finish requirements match the real use case. If they do not, you can end up paying for precision you do not need, or worse, shipping parts that fail in assembly.

Why aluminum CNC machining parts are used so often
Aluminum gives you a strong balance of machinability, dimensional stability, weight reduction, and corrosion resistance. That balance matters when you are trying to move from CAD to physical parts without creating new process risk.
Most common CNC aluminum grades cut faster than stainless steel or titanium. Faster cutting usually means shorter cycle times and lower machining cost. It also helps during prototyping, where you may need one part today, three revised versions next week, and a pilot batch after that. You can make those changes without paying for hard tooling.
Weight is another reason aluminum stays near the top of material lists. In automation, robotics, medical devices, consumer hardware, and aerospace subassemblies, reducing mass can improve motion performance, shipping cost, and overall system efficiency. A lighter bracket or housing may also reduce stress on mating components.
Corrosion behavior matters too. Many aluminum grades perform well in indoor industrial environments even before surface treatment. Add anodizing, conversion coating, bead blasting, or other finishes, and you can improve appearance, wear resistance, and environmental protection based on the application.
Choosing the right aluminum grade for CNC machining
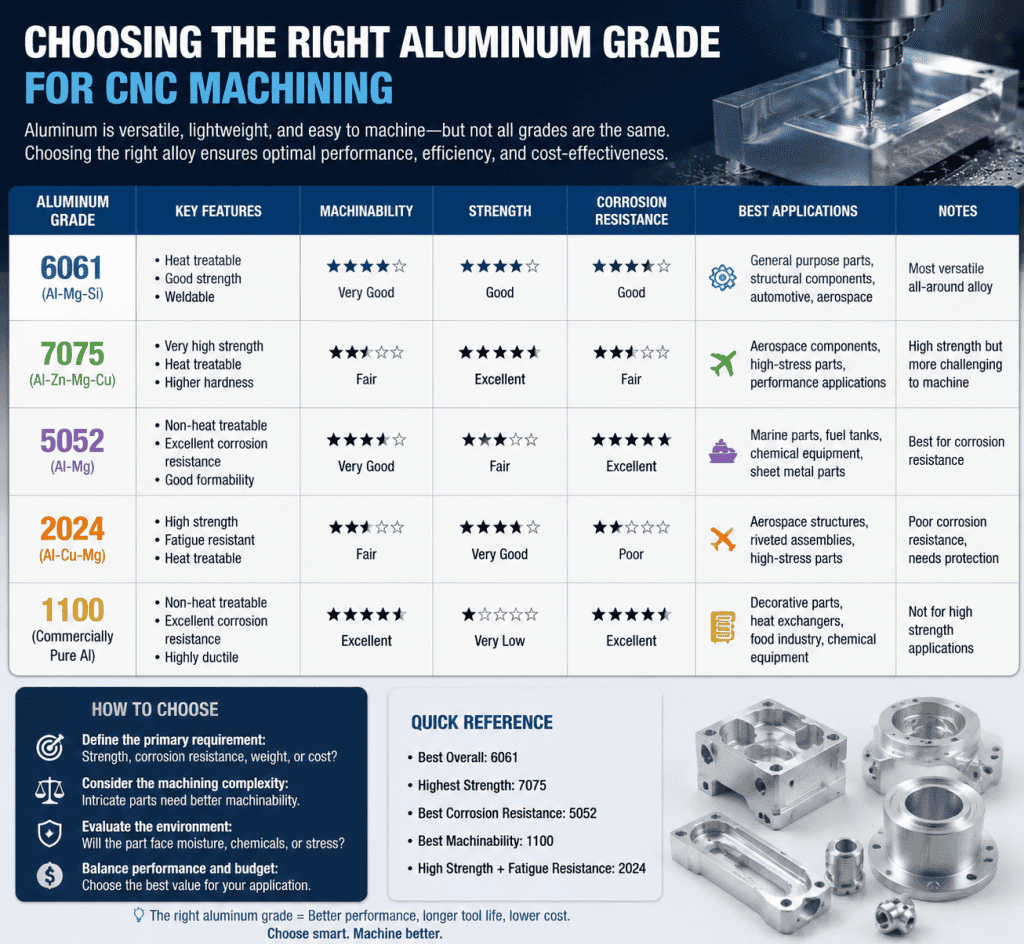
Not all aluminum behaves the same on the machine or in service. The right grade depends on whether your priority is strength, surface finish, corrosion resistance, electrical performance, or price.
6061 aluminum for general-purpose parts
6061 is the default choice for many aluminum CNC machining parts, and for good reason. It offers a strong mix of machinability, strength, corrosion resistance, and availability. It works well for housings, mounting plates, brackets, fixtures, and structural components. If your team needs a reliable grade for prototypes and low-volume builds, 6061 is usually the first material we discuss.
It is not the hardest aluminum, but it is predictable. That lowers risk when your design includes multiple machined features, threaded holes, and cosmetic surfaces.
7075 aluminum for higher strength demands
7075 is a better fit when strength matters more than corrosion performance or material cost. It is common in aerospace and performance-driven mechanical parts where higher loads are involved. It machines well, but it is less forgiving in some environments and usually costs more than 6061.
For buyers, the question is simple: does the part actually need that extra strength? If not, 6061 may deliver the same functional result at a lower total cost.
5052 and other specialty grades
5052 appears less often in heavily machined parts, but it can be useful when corrosion resistance and sheet-based fabrication matter. Some projects also call for aluminum grades optimized for electrical conductivity, thermal behavior, or anodized appearance. In those cases, the material decision should come from the part’s job, not habit.
What drives cost in aluminum CNC machining parts
Material price matters, but machining time usually matters more. A well-designed aluminum part can be affordable even with tight specs. A poorly designed one can become expensive fast.
Tolerance is one major cost driver. If you apply very tight tolerances across the whole drawing, the machine shop has fewer process options. More inspection steps may be required. Cycle times increase. Scrap risk increases too. Many parts only need critical tolerances on a few mating or functional features. The rest can stay more open.
Feature geometry also changes the quote. Deep pockets, thin walls, very small internal radii, long unsupported features, and hard-to-reach surfaces all slow production. Five-axis machining can solve some of these problems, but it may not be the lowest-cost route if the part can be redesigned for easier access.
Surface finish requirements have a similar effect. A clean as-machined finish is one thing. Cosmetic anodizing on visible exterior faces is another. If appearance matters, toolpath planning, edge control, and handling standards become more important. That affects both process time and inspection criteria.
Batch size changes cost in a different way. CNC machining works especially well for prototypes, one-off parts, and low-volume production because there is no mold or die to amortize. At higher volumes, you may want to compare CNC with die casting or molding, especially if the geometry stays stable. Many product teams still start with CNC because it shortens the decision cycle and gives them real parts before committing to tooling.
Design choices that improve manufacturability
The best aluminum parts are not just functional. They are designed to machine cleanly and inspect easily.
Wall thickness is a common issue. Very thin walls can chatter during machining or deform during clamping. That creates variation, especially on larger parts. If your design truly needs thin sections, it helps to identify which surfaces are critical so the process can be built around them.
Internal corners deserve attention as well. Standard end mills create radiused internal corners, not sharp ones. If a mating part needs clearance, adding reliefs or adjusting the corner specification can prevent handwork and fit problems.
Thread depth often gets over-specified. Deep threads increase cycle time without always increasing function. In many aluminum applications, a practical thread engagement length is enough. If repeated assembly is expected, inserts may be a better long-term choice than cutting deeper threads into the base material.
Datums and inspection strategy matter more than many teams expect. If the drawing does not reflect how the part is actually located in assembly, you can end up with a part that passes inspection but still creates fit issues. We often see this in housings and multi-face parts where the machinist, inspector, and assembler are effectively using different reference systems.
Tolerance, finish, and quality control

Precision only has value when it protects function. For aluminum CNC machining parts, that means matching tolerances to real mechanical needs and verifying them with a repeatable inspection process.
A capable supplier should tell you when a tolerance is realistic, when it increases cost sharply, and when a different machining sequence would improve consistency. Tight tolerances such as ±0.002 mm are achievable on specific features with the right setup, but not every part needs that level across the board. Smart tolerance planning controls both budget and schedule.
Surface treatment should also be considered early, not after the first batch. Anodizing changes surface characteristics and can affect dimensions, especially on threaded or tightly fitted features. If your part includes bearing seats, sealing faces, electrical contact areas, or cosmetic color requirements, the finish needs to be part of the manufacturing plan from the start.
Inspection is where supplier claims become measurable. First article checks, in-process inspection, final dimensional verification, and clear reporting reduce project risk. For low-volume orders, this matters even more because each part often represents a meaningful percentage of the batch.
When aluminum is the right choice, and when it is not
Aluminum is a strong default, but it is not automatic.
If the part will face high wear, repeated impact, or aggressive chemical exposure, another material may perform better. Stainless steel may be the safer call for certain corrosion-heavy environments. Engineering plastics may cut weight and cost for non-structural housings. Titanium may justify itself where extreme strength-to-weight performance matters.
There is also the question of process fit. Some geometries are technically machinable in aluminum, but not efficient to machine. If the part has very complex internal shapes or the volume is rising quickly, casting, molding, or additive-supported workflows may make more sense. The right answer depends on lifecycle stage, annual volume, and how likely the design is to change.
That is why manufacturability feedback matters before the order is placed. A quick review of tool access, tolerance concentration, material grade, and finish requirements can prevent the usual problems: delayed approvals, expensive revisions, and parts that are correct on paper but awkward in production.
We build aluminum CNC machining parts for teams that need precision without slowing down development. That usually means fast quoting, practical DFM input, and process choices based on the real job of the part rather than a generic machine-shop approach.
If you are specifying your next aluminum part, start with the function that actually matters. The best manufacturing decision is usually not the most complex one. It is the one that gets your part built accurately, inspected clearly, and delivered in time for the next decision.


