

If your PEEK part sits near heat, load, chemicals, or sterilization cycles, the machining plan matters as much as the material choice. A capable PEEK machining service does more than cut plastic. It controls deformation, burrs, tolerance drift, and inspection risk before those issues become delayed builds or failed assemblies.
PEEK is often selected after other engineering plastics come up short. It keeps mechanical strength at elevated temperatures, resists many chemicals, and performs well in electrical, medical, aerospace, and semiconductor environments. Those benefits are real, but they do not make PEEK easy to machine in every geometry. For buyers and engineers, that gap between material potential and production reality is where supplier choice starts affecting cost and schedule.

What makes a PEEK machining service different
Machining PEEK is not the same as machining aluminum, and it is not identical to machining common plastics such as ABS or nylon. PEEK has high strength, good wear resistance, and relatively high material cost. That combination changes how we approach workholding, cutting parameters, heat control, and scrap prevention.
The main challenge is stability. PEEK can move after roughing if internal stress is released unevenly. Thin walls may deflect during cutting. Long unsupported features can chatter or taper. Small holes can show heat buildup, especially if chip evacuation is poor. None of these issues are unusual, but they require process control if you need repeatable results across prototypes and small batches.
A strong machining partner treats PEEK as a risk-managed material. We review wall thickness, corner conditions, thread design, datum strategy, and tolerance stack-up before production starts. That DFM step protects your budget because PEEK stock is expensive, and rework options are limited once a critical feature shifts out of position.
Where PEEK machining service is used most
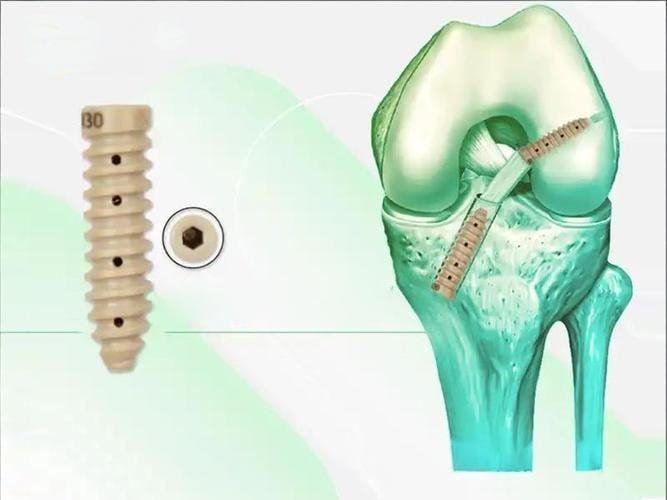

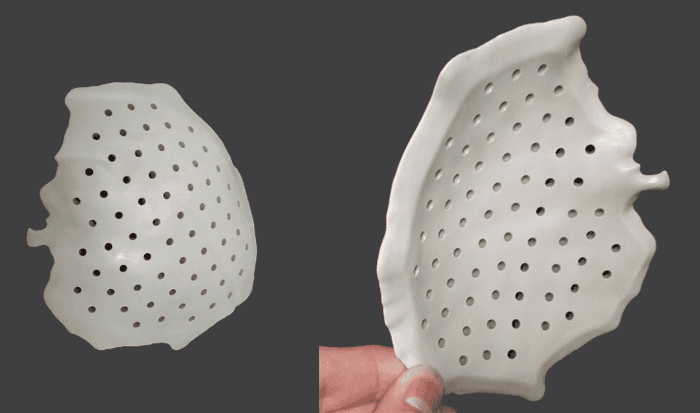
PEEK parts usually appear where performance justifies the cost. In medical devices, teams use it for sterilizable and biocompatibility-sensitive components, subject to application requirements and validation standards. In semiconductor equipment, it is chosen for insulation, chemical resistance, and dimensional reliability. In aerospace and industrial systems, it often replaces metal where weight, electrical isolation, or corrosion resistance matter.
We also see PEEK used in automation equipment, fluid handling assemblies, analytical instruments, and wear components. Buyers in these sectors are usually not asking whether PEEK is premium. They already know it is. The real question is whether the finished part will hold fit, function, and consistency without long lead times or excessive scrap cost.
Design choices that affect machinability and price
The drawing has a direct impact on whether a PEEK part machines cleanly or becomes an expensive troubleshooting exercise. Tight tolerances on every feature increase cycle time and inspection burden, even when only a few dimensions are function-critical. We usually recommend identifying the true assembly-driving features first. That keeps effort focused where it matters.
Wall thickness deserves close attention. Very thin walls can warp during machining or after the part is released from the fixture. Deep pockets create similar problems, especially when the remaining floor is thin. If your design allows it, adding material in non-critical areas often improves yield more than changing tooling alone.
Corner geometry also matters. Internal sharp corners require small tools, and small tools increase machining time and breakage risk. Generous internal radii reduce stress concentration and improve manufacturability at the same time. Hole depth, thread size, and slot width should also be reviewed early. Features that look simple on CAD can become unstable in plastic when length-to-diameter ratios get aggressive.
Surface finish requirements can raise cost fast. A functional machined finish is often enough for hidden internal components. Cosmetic polishing or very fine finishes may add extra operations and handling risk. If appearance matters, call out the surfaces that need it instead of applying a broad finish requirement across the whole part.
Tolerances: what is realistic for PEEK parts
PEEK can be machined to high precision, but realistic tolerance planning still matters. The achievable result depends on part size, geometry, wall thickness, feature location, and whether the dimension is measured in a free state or assembled condition. A simple, compact PEEK component can hold much tighter limits than a large thin-walled frame.
For precision custom work, we often support tolerances down to ±0.002 mm on suitable features and stable geometries. That does not mean every dimension on every PEEK part should be specified at that level. Over-tolerancing drives up setup time, in-process checks, scrap exposure, and final inspection cost. It can also force slower cutting conditions that hurt delivery without improving part function.
The better approach is tolerance by function. Critical fits, sealing diameters, and datum-related interfaces deserve close control. Non-critical profiles and clearance features usually do not. When we review your drawing, we look for dimensions that affect assembly, leakage, alignment, insulation, or wear performance. That helps you spend precision where it returns value.
Process control matters more than material labels
Many suppliers can buy PEEK stock. Fewer can machine it consistently across prototype and low-volume production. The difference usually comes from process discipline rather than marketing claims.
Toolpath strategy is one factor. Roughing and finishing should be separated when geometry and tolerance demand it. In some cases, allowing the part to rest between operations helps stabilize dimensions. Workholding also matters. Excessive clamping force can distort a plastic part during machining, then release into shape change after unclamping. This is a common source of inspection failure on thin or asymmetric components.
Inspection planning is just as important. PEEK parts can pass at the machine and fail later if measurement methods are inconsistent or the part is handled poorly. Stable fixturing, clear datums, and feature-specific inspection methods reduce argument and delay. For international buyers, that matters because every quality issue costs more when freight and project timing are already committed.
How to evaluate a PEEK machining supplier
If you are sourcing a PEEK machining service, ask practical questions instead of broad ones. Can the supplier support prototypes and low-volume repeat orders with the same process logic? Do they provide DFM feedback before production? Can they machine complex geometries with milling, turning, mill-turn, or five-axis setups when needed? Do they inspect to the features that actually matter for your assembly?
Lead time also deserves scrutiny. Fast quoting is helpful, but quote speed alone does not reduce project risk. You need a supplier that can review CAD data quickly, flag problem features, confirm achievable tolerances, and keep schedule commitments realistic. A vague yes is expensive later.
For overseas sourcing, communication quality matters almost as much as machining capability. You want clear answers on stock grade, tolerance assumptions, inspection scope, and shipment timing. We build that into our workflow because low-volume custom parts often move fast, and delays usually start with unclear engineering decisions rather than machine availability.
Cost drivers you can actually control
PEEK parts are rarely cheap, but they do not need to become unpredictable. Material grade is one cost driver. Unfilled PEEK, glass-filled PEEK, and carbon-filled PEEK behave differently in machining and in service. Filled grades may improve stiffness or wear behavior, but they can also increase tool wear and affect surface finish. Grade selection should follow application needs, not habit.
Geometry is the next major driver. Deep cavities, thin walls, micro features, and tight true-position requirements all add time and risk. Quantity matters too, but not in the same way as molded parts. CNC machining stays attractive for prototypes, bridge production, and small batches because there is no tooling investment. That makes it useful when your design is still changing or annual demand does not justify a mold.
The cheapest quote can become the highest total cost if the supplier misses dimensional risk, ships inconsistent parts, or cannot repeat the result on the second order. For engineered plastics, yield and predictability often matter more than nominal piece price.
A better fit for prototypes and low-volume production
PEEK is one of those materials that punishes casual sourcing. The resin itself offers excellent performance, but only if the finished geometry is manufacturable and stable. That is why many engineering teams use CNC machining first for validation, pilot builds, and low-volume production before committing to anything else.
At 6 CNC, we support that stage with fast quotation, DFM feedback, precision machining, and global delivery for custom parts. If your project involves tight tolerances, small batch quantities, or complex PEEK geometry, the right supplier should help you reduce uncertainty early, not just cut to print.
The best next step is simple: treat your PEEK part like a system decision, not just a material callout. When the design, process, and inspection plan align from the start, you get parts that fit, ship on time, and keep your project moving.


