
If your part needs turned diameters, milled features, and tight positional accuracy in the same build, the question is not whether it can be machined. The real question is when to use mill turn machining instead of splitting work across a lathe, a mill, and multiple setups.
For many engineering teams, that decision affects more than cycle time. It changes tolerance stack-up, inspection risk, fixture cost, and how quickly you can move from prototype to low-volume production. We usually recommend mill turn when the geometry and quality requirements make setup reduction more valuable than the hourly machine rate alone.
When to use mill turn machining
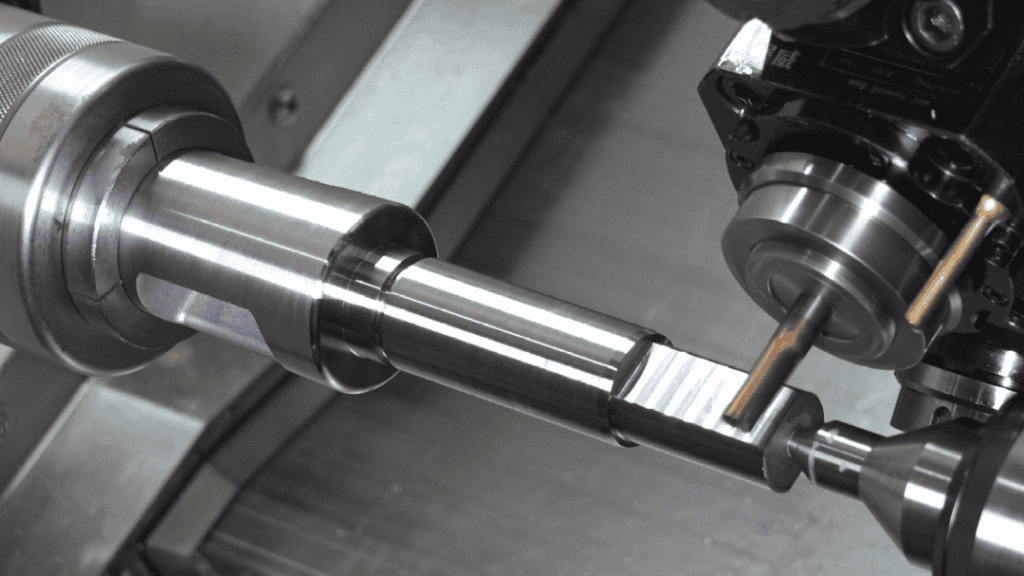
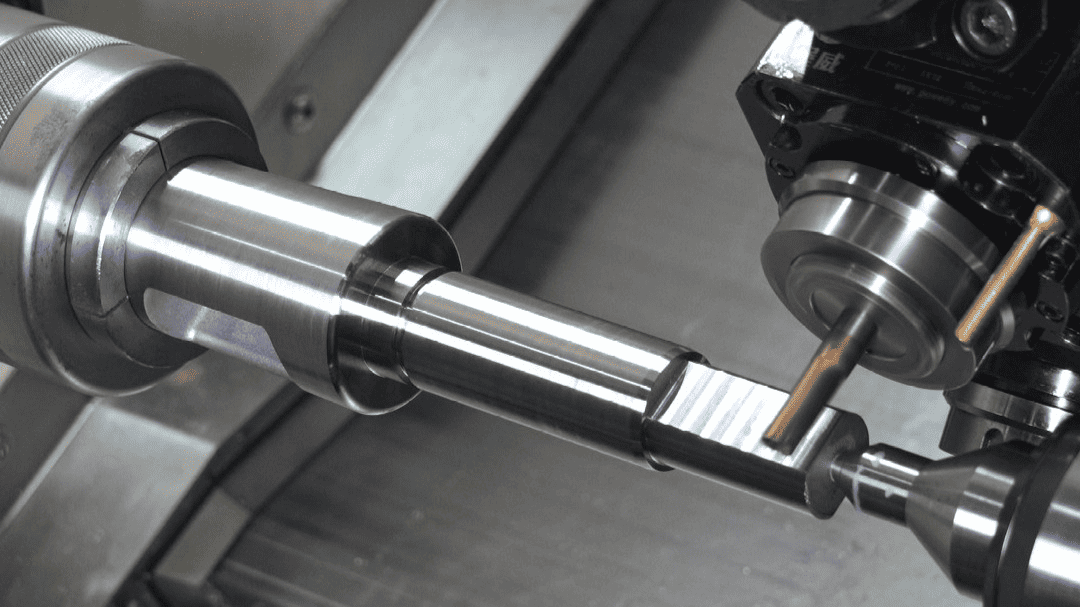
Mill turn machining makes the most sense when one part combines rotational and prismatic features. A typical example is a shaft or valve body with turned outer diameters, cross-holes, flats, keyways, threads, pockets, or off-center features. If you make that part on separate machines, every transfer adds alignment error and handling time.
That matters most when your drawing controls concentricity, runout, true position, or tight relationships between turned and milled features. A single machine environment keeps the datum relationship more stable because the part stays referenced from one setup or from a controlled sub-spindle transfer. In practical terms, that often means fewer inspection failures and less time adjusting fixtures during repeat orders.
You should also look at mill turn when the part is expensive enough that scrap hurts. Aerospace fittings, medical housings, sensor bodies, hydraulic components, and automation hardware often fall into this category. If raw material is costly or machining time is already substantial, reducing the chance of losing a nearly finished part after a secondary operation becomes a real cost advantage.
The clearest signs a part should move to mill turn
The first sign is feature complexity around the circumference. If your drawing includes multiple angular features such as radial holes, milled slots, wrench flats, or helical forms, a mill turn machine handles them without moving the part to a separate VMC. That saves setup time, but more importantly, it protects angular orientation.
The second sign is tight tolerance between OD and milled geometry. We often see drawings that call for turned bearing seats and then add flats, ports, or threaded side features with positional tolerances that are hard to hold after reclamping. Once a part leaves the lathe, even a high-quality fixture on a mill introduces another variable. Mill turn avoids much of that.
The third sign is a low-volume or mixed-volume job. For prototype, bridge, and small-batch production, building dedicated fixtures for separate operations can add avoidable cost. A mill turn process often reaches a stable result faster, especially if the part family shares similar diameters and feature patterns. That fits projects where you need quick DFM feedback and repeatable quality without committing to tooling that only pays off at high volume.
The fourth sign is a part with back-side work. Sub-spindle transfer lets the machine complete both ends in one cycle. If your part needs front-side turning plus back chamfers, drilled features, or end-face milling, combining operations can remove an entire second setup and the inspection loop that comes with it.

When mill turn is the wrong choice
Mill turn is not automatically the best answer. Simple rotational parts with no milled features usually run more economically on a standard CNC lathe. If the geometry is mostly 2-axis turning and tolerances are straightforward, the extra capability of a mill turn machine may not deliver enough value.
Very large prismatic parts are another poor fit. If most of the machining time comes from heavy pocketing, large planar surfaces, or long 3-axis and 5-axis toolpaths, a machining center is usually the better platform. Mill turn works best when turning remains a core part of the process, not a minor detail.
Batch size also matters. At high volume, a split process with dedicated machines can outperform mill turn if each station is optimized and fixtured for speed. A transfer line or cell with specialized tooling may reduce part cost more effectively than consolidating everything into one machine. The break-even point depends on cycle time, labor model, fixture cost, and required Cp/Cpk targets.
Cost is not just machine hourly rate
A common purchasing mistake is comparing mill turn and conventional machining only by hourly machine price. That misses where the savings often come from. Mill turn can reduce operator touches, queue time between processes, fixture design, work-in-process inventory, and final alignment adjustments.
Suppose a component needs turning, cross-drilling, side milling, and back-end threading. On separate machines, you may need three setups, two fixtures, and extra in-process inspection after each transfer. Even if the standalone lathe and mill rates look lower, the total job cost may rise once labor and scrap risk are included.
This is especially true for low-batch work. In prototype and small production runs, setup effort is a larger share of total cost. Removing one or two setups can make the quote more competitive even before you count shorter lead time.
Tolerance control is where mill turn often wins
Engineers usually ask about speed first, but tolerance is often the deciding factor. Every reclamp changes the relationship between datums. That can create small shifts in concentricity, angular alignment, and feature position. On a print with tight GD&T, those shifts become the difference between a stable process and repeated rework.
Mill turn reduces that stack-up. It does not eliminate all error, and it still depends on machine condition, tooling, program strategy, and inspection discipline. Still, keeping more operations in one controlled cycle gives you a better chance of holding critical relationships, especially on compact precision parts.
For parts with tolerance targets down to the micron level, process planning becomes more specific. Tool overhang, thermal growth, material movement, and workholding pressure all matter. We treat mill turn as one method to control those variables, not as a shortcut that fixes a weak process plan.
Parts that commonly benefit from mill turn machining
The best candidates tend to come from industries that combine precision, traceability, and moderate volumes. Hydraulic pistons, manifolds, threaded couplings, encoder housings, medical instrument components, and custom shafts are common examples. These parts often require both rotational accuracy and secondary geometry that must stay tightly related to the turned axis.
Automation equipment is another strong use case. Many custom machine parts have journals, shoulders, bores, and then added wrench flats, ports, or sensor mounting features. If you are building one machine or ten machines, not ten thousand, process consolidation usually helps more than a highly segmented production line.
Development-stage hardware also benefits. Design revisions happen quickly, and a mill turn process is easier to adjust than a chain of separate operations with dedicated fixtures and handoff points. That makes engineering changes less disruptive during validation builds.
What to check before you choose mill turn
Start with the drawing. Identify which tolerances depend on relationships between turned and milled features. If those relationships are critical, mill turn moves higher on the shortlist.
Next, review batch size and part family similarity. If you need five parts now, twenty next month, and design changes are still possible, setup consolidation has strong value. If you need fifty thousand identical parts with frozen geometry, a different production strategy may make more sense.
Then look at material and chip behavior. Stainless steel, titanium, high-strength alloys, and some gummy materials can change the cycle-time math. A consolidated process may reduce handling, but tool life and spindle utilization still need to be modeled carefully.
Finally, ask how you will inspect the part. The best machining plan supports a practical inspection plan. If one-cycle machining helps preserve datum strategy and simplifies first article approval, that benefit should count in the decision.
A practical way to make the decision
We advise customers to treat mill turn as a risk-reduction tool first and a productivity tool second. If your part combines turning and milling, carries tight geometric relationships, or suffers from setup-driven variation, mill turn is usually worth serious consideration. If the part is simple, highly repetitive, and easy to fixture across separate operations, conventional routing may remain the better economic choice.
The best answer comes from the drawing, tolerance chain, and order profile together. A capable supplier should be able to review your CAD file, flag the setup risks, and tell you where mill turn will lower total cost and where it will not. That kind of process decision usually saves more time than trying to force every part into the same machine category.
If you are unsure, the most useful next step is not guessing from a machine list. It is asking how the part will be held, transferred, measured, and repeated when your first prototype becomes the next production order.


![Comparison of Operating Principles: This figure illustrates a microscopic comparison of the surface waviness and residual scallop height generated by a face milling cutter and a ball-nose cutter under different stepover and step-down settings. [Figure 4-1]](https://6-cnc.com/wp-content/uploads/2026/06/image-2-300x199.png)
