
A complex part usually becomes expensive for one simple reason: every extra setup adds risk. The moment a housing, impeller, bracket, or medical component needs multiple faces, deep cavities, compound angles, and tight tolerances, standard 3-axis machining starts to show its limits. That is where 5 axis machining for complex parts changes the economics as much as the geometry.
We see this most often in prototype and low-volume projects. A design team sends a CAD model that looks efficient on screen, but the part needs four or five separate fixtures in production. Each setup creates another chance for datum shift, handling damage, and inspection variation. If your tolerance stack is already tight, that process can turn a good design into a slow and expensive build.

What 5 axis machining for complex parts actually changes
The core advantage is not just that the machine has more motion. The real benefit is that the tool can approach the workpiece from more angles in one cycle. Instead of stopping to re-clamp the part repeatedly, we can machine multiple faces and features in a single setup or in far fewer setups than a 3-axis process would require.
That matters because setup count directly affects accuracy, lead time, and scrap risk. Every time you remove and re-fixture a part, you introduce a new alignment event. Even with skilled operators and good workholding, repositioning adds uncertainty. For parts with true position requirements, blended surfaces, or difficult-to-reach internal features, fewer setups usually mean better consistency.
On high-value components, the savings are often larger than buyers expect. A 5-axis machine carries a higher hourly rate, but the total job cost can still come down when it removes extra operations, custom fixtures, manual blending, and repeated inspection loops. This is one of the most common trade-offs we explain to customers: higher machine cost does not automatically mean a higher part cost.
Where 5-axis machining makes the biggest difference
Parts benefit most when geometry and tolerance interact. A simple angled face alone does not always justify 5-axis work. The process starts to pay for itself when your design combines several demanding conditions in the same component.
Multi-face features with tight positional relationships
Think of manifolds, sensor mounts, aerospace brackets, and automation components with ports and features on several planes. If those features must stay aligned to each other within tight tolerances, machining them in one clamping improves the odds of a stable result.
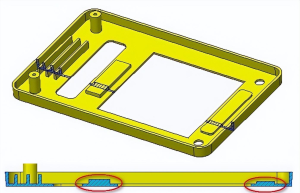
Deep cavities and hard-to-reach surfaces
Tall walls, undercut-adjacent regions, and narrow internal spaces often force long tool stick-out on a 3-axis machine. Long tools deflect more, chatter more, and leave poorer surface finish. A 5-axis toolpath can tilt the tool to reach the feature with a shorter effective length. That helps surface quality and reduces the chance of breaking small cutters.
Sculpted surfaces and freeform geometry
Impellers, turbine-like forms, ergonomic housings, optics fixtures, and organic industrial design shapes need smooth surface transitions. 5-axis machining lets the cutter stay tangent to the surface more effectively, which improves finish and reduces hand polishing.
Thin-wall precision parts
Thin ribs and lightweight structures deform easily during machining. Better tool orientation and fewer re-clamps help control cutting force and preserve geometry. This is especially useful in aluminum and titanium components where stiffness becomes a process issue, not just a design issue.

Accuracy gains come from process control, not machine motion alone
There is a common misconception that 5-axis machining is automatically more accurate. It can be, but only when the programming, fixturing, tooling, and inspection plan support the geometry.
Machine kinematics matter. Tool center point calibration matters. Thermal stability matters. Post-processor quality matters. If the machine is capable but the process is weak, the part will still fail.
For precision work, we focus on three practical controls. First, we build the machining strategy around the part datum structure, not just the easiest toolpath. Second, we reduce setup changes wherever the tolerance chain justifies it. Third, we verify critical features with inspection methods that match the risk level, including CMM checks when needed.
This matters to you because tolerance claims only mean something when the supplier can repeat them. A quoted capability like ±0.002 mm is relevant only when the part geometry, material, clamping method, and inspection plan are compatible with that requirement. Complex parts always need that engineering judgment upfront.
The cost question buyers usually ask first
The first question is usually simple: when should you pay for 5-axis instead of using a cheaper process?
The honest answer is that it depends on the whole manufacturing route. If a part can be produced in two stable 3-axis setups with standard tooling and no secondary handwork, 5-axis may not be the best choice. If the same part needs four fixtures, custom soft jaws, long tools, bench finishing, and repeated alignment checks, 5-axis often wins on total cost.
The biggest cost drivers are usually setup count, cycle time, tooling complexity, fixture design, and scrap exposure. Material cost also changes the equation. On expensive metals like titanium or high-grade stainless steel, reducing scrap risk becomes much more important than saving a small amount of machine time.
Lead time is another factor. In prototype and bridge production, the ability to machine more features in one operation can cut days from the schedule. That does not mean every 5-axis job runs faster, but it often means the overall project moves faster because there are fewer process handoffs.
Design choices that help 5-axis machining work better
The best results start before the first chip is cut. Engineers sometimes assume 5-axis machining can solve any geometric problem. It expands what is practical, but it does not remove the rules of cutting mechanics.
Corner radii still matter. Tool access still matters. Surface callouts still matter. If you specify very deep internal corners with no relief, extremely thin unsupported walls, or cosmetic finish requirements in difficult pockets, the part may still be slow and costly.
We usually advise customers to review a few points early. Give internal corners realistic radii where function allows. Avoid hidden features that force excessive tool reach. Keep critical tolerances limited to surfaces that actually affect assembly or performance. If a freeform surface must seal, mate, or locate another component, call that out clearly so machining and inspection priorities stay aligned.
This is where DFM feedback saves real money. A small design change that preserves function can remove a special tool, shorten a cycle, or eliminate a risky finishing step. On low-volume work, those changes have an immediate effect because there is no large production run to spread the inefficiency across.
Materials, finishes, and part quality
5-axis machining supports a wide range of engineering materials, but material behavior changes the strategy. Aluminum machines quickly and supports aggressive roughing, which makes it ideal for complex lightweight structures. Stainless steel and titanium demand tighter control of heat and tool wear. Engineering plastics can machine very well, but thin features may move if the clamping and cutting sequence are not planned carefully.
Surface finish expectations should also be discussed early. A 5-axis path can improve finish on sculpted surfaces, but finish quality depends on cutter type, stepover, material, and machine stability. If the part needs both cosmetic appearance and precise geometry, it is worth defining which surfaces are visual and which are functional. That keeps time and budget focused on the right areas.
How to evaluate a supplier for 5-axis work
If your part is complex, the supplier selection process should go beyond machine availability. Ask how they review CAD data, how they manage datum strategy, what inspection methods they use for critical features, and whether they can support prototype-to-low-volume continuity.
A capable supplier should be able to explain why a part needs 5-axis machining, not just say that it can be done. You want a clear view of setup strategy, tolerance risk, likely tooling constraints, and any design features that may create yield problems.
At 6 CNC, we treat 5-axis projects as an engineering review first and a machining task second. That is especially important for OEM teams and product developers who need fast quotes, realistic lead times, and parts that match the drawing without repeated revision cycles.
Complex parts rarely fail because the CAD model is impossible. They fail because the manufacturing route was underestimated. If your component has multiple critical faces, tight positional tolerances, deep geometry, or freeform surfaces, 5-axis machining is often the difference between a part that merely gets made and a part that gets delivered on time, inspected with confidence, and ready for assembly. That is the standard worth designing for.