
A prototype that looks right on your desk can still fail the moment it reaches assembly. We see this often when teams choose 3d printing or cnc machining based on unit price alone, then run into tolerance stack-up, weak threads, warped geometry, or delays moving from prototype to production. The process choice matters because it affects not just the part, but your schedule, validation plan, and downstream cost.
For most engineering teams, this is not a design theory question. It is a sourcing decision with real consequences. If your part needs to prove form only, one answer makes sense. If it must hold ±0.02 mm, survive load, seal against a mating surface, or match production material behavior, the answer often changes quickly.
How to choose 3d printing or CNC machining
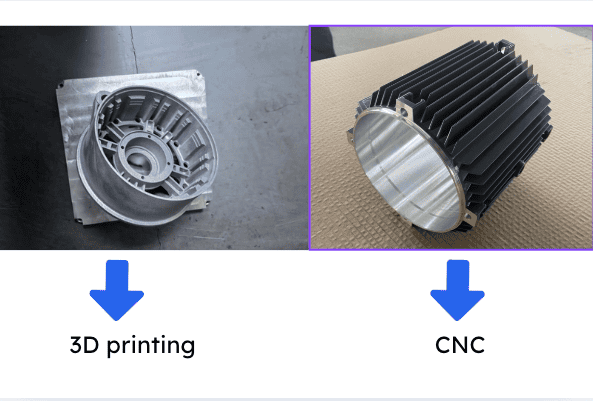
The fastest way to decide is to start with function, not process. Ask what the part must do in the next project stage. If the goal is concept validation, ergonomic review, or checking overall packaging, 3D printing usually wins on speed and geometric freedom. If the goal is functional testing, precision fit, surface criticality, or low-volume end use, CNC machining is usually the safer path.
That difference sounds simple, but the trade-offs are more specific. CNC removes material from a solid block, so you get predictable mechanical properties from real engineering metals and plastics. Aluminum 6061, stainless steel, POM, PEEK, and many other materials behave as expected because the material itself is standard industrial stock. Printed parts depend heavily on process type, layer direction, infill strategy, resin formulation, and post-curing. Two printed parts that look identical may not perform the same under load.
Tolerance is another dividing line. A good printed part can be accurate enough for many prototype tasks, but repeatable tight tolerances are not where most 3D printing methods excel. CNC machining is the better fit when you need controlled dimensions, bearing fits, flatness, concentricity, or reliable threaded features. In our production environment, precision CNC parts can reach tolerances up to ±0.002 mm when the geometry, material, and inspection method support it. That level is not realistic for standard additive prototyping.
Where 3D printing makes more sense
3D printing earns its place when geometry would be expensive or slow to machine. Internal channels, lattice structures, sculpted housings, and complex one-piece forms are all strong candidates. You also gain speed in the early design loop. If your team expects three or four geometry revisions in one week, printing can reduce friction and keep development moving.
It also helps when cosmetic perfection is not yet required. Early concept parts often exist to answer one question: does this design fit, feel, or route correctly? You do not need aerospace-level tolerance control for that. You need a part quickly, and you need enough accuracy to make a design decision.
There is also a budget advantage in certain prototype scenarios. A machined part with many setups, deep pockets, thin walls, or specialty tooling can cost more than a printed version for the first iteration. That does not mean printing is cheaper overall. It means the first answer may come faster and at lower cost if the technical requirement is modest.
The limitation is that many printed parts create a false sense of readiness. They can validate shape without validating manufacturing risk. A housing may assemble once in resin but crack around a fastener in production. A printed bracket may survive benchtop handling but creep under load. If your next step depends on material truth, a printed prototype can save time now and cost time later.
Where CNC machining is the better decision
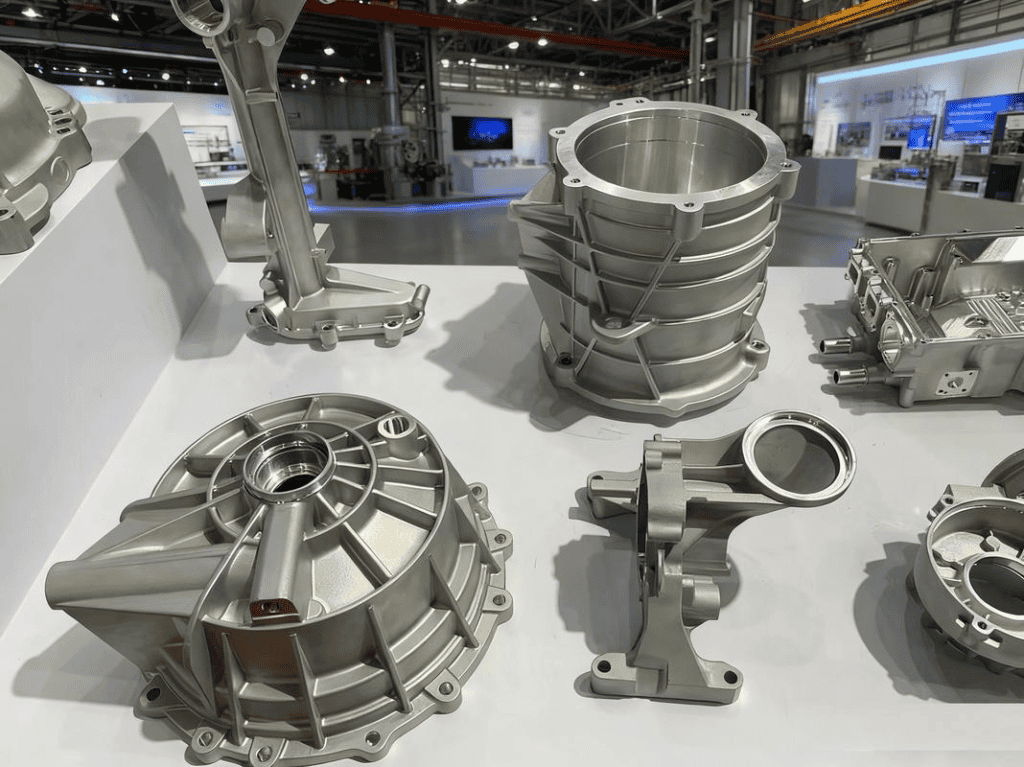
CNC machining is usually the right choice when the part must behave like the final product. That includes load-bearing brackets, heat sinks, sealing faces, shafts, fixtures, precision enclosures, and parts that interface with motors, bearings, sensors, or other tightly controlled components.
The material list is a major reason. With CNC, you can prototype and produce in the same family of materials. If your final part will be 7075 aluminum, 304 stainless steel, Delrin, or nylon, we can machine the test part from that material and give your team data you can trust. Your validation then reflects actual stiffness, machinability, thermal behavior, and finishing response.
Surface finish is another practical point. Printed surfaces often need secondary work if the part will slide, seal, mate, or present a clean external appearance. CNC can deliver much smoother functional surfaces directly, and it supports secondary treatments such as anodizing, bead blasting, plating, and precision grinding when needed.
Lead time also deserves a more honest discussion. Teams often assume printing is always faster. That is true for some simple prototypes. It is not universally true for precision parts. Print orientation, support strategy, post-processing, curing, sanding, and dimensional correction can add time. A straightforward machined aluminum part may move through programming, machining, and inspection faster than a printed part that needs extensive finishing.
Cost is not just the quote price
Procurement teams already know this, but it is worth stating clearly: the lowest quoted part is not always the lowest project cost. The real cost includes engineering time, revision cycles, quality escapes, assembly delays, and the risk of choosing a process that cannot scale with the program.
3D printing often looks attractive on a single prototype quote. The hidden cost appears when the printed part cannot support testing, and the team orders a second iteration in a machined version. Now the project has paid for two processes and lost several days. CNC machining may start higher on piece price, but it can reduce project risk if the part needs to perform in a realistic environment from the beginning.
This is especially true in low-volume production. Once quantities move beyond a few pieces, CNC often becomes more economical for critical components. Cycle time becomes predictable. Inspection is easier to standardize. Part-to-part consistency improves. You also avoid some of the variability that can appear across additive batches.
Questions that usually decide the process
If you are choosing between 3d printing or cnc machining, four questions usually settle it.
First, does the part need true engineering material properties? If yes, CNC is the stronger option.
Second, how tight are the tolerances? If you need controlled fits, flatness, or reliable threads, CNC is the safer route.
Third, what is the part proving right now? If it only needs to prove shape or routing, printing may be enough. If it must prove function, machining is usually worth it.
Fourth, what happens after this build? If the same design is likely to move into pilot or low-volume production, CNC creates a cleaner transition. You validate with a process closer to the manufacturing reality.
There are hybrid cases too. Many successful programs use both. A printed enclosure may confirm layout and cable management, while machined inserts, brackets, or mating components handle the precision work. That mixed approach often controls cost without compromising the decision-quality of the prototype.
The manufacturing view buyers often miss
From a supplier perspective, the best process is the one that reduces your next problem. That may be dimensional risk, material mismatch, finishing complexity, or a handoff issue between prototype and production. We often advise customers to skip the cheapest first step if it creates uncertainty in the second step.
A good example is a custom automation part with several mounted components. The housing geometry may print well, but the dowel holes, mounting faces, and shaft alignment features need machining accuracy. Printing the entire part can look efficient, yet the assembly performance depends on a few critical dimensions that additive methods do not control as consistently. In that case, machining the whole part or splitting the design into printed and machined sections gives better results.
The same logic applies to appearance parts. If the prototype is going to a customer demo, surface quality and consistency matter. Layer lines, resin marks, or uneven post-processing can distract from the product itself. A machined and finished part often gives a more credible presentation when the prototype must represent production intent.
A practical rule for your next RFQ
If failure of the part would only waste discussion time, start with 3D printing. If failure of the part would distort test data, delay procurement, or create doubt about the design, start with CNC machining.
That rule is not perfect, but it matches how projects actually move. Early concept work benefits from speed and flexibility. Engineering validation benefits from precision and material honesty. The process should match the decision you need to make next, not just the price you want to see today.
When you review your next CAD file, look past the shape and ask what the part must prove. That one question usually tells you whether additive speed or machined accuracy will protect your timeline better.