
When a project needs 10 parts, 50 parts, or a few hundred precision components, the wrong supplier model creates delays fast. Many shops are set up for either one-off prototypes or long production runs. A low volume CNC machining service fills the gap between those two extremes, giving engineering teams and buyers a practical path from validation to repeatable production.
This matters most when designs are still moving, tolerances are tight, and launch schedules do not allow for tooling delays. In those cases, CNC machining is often the most direct manufacturing route because it avoids mold investment, supports a wide material range, and can deliver production-grade parts with stable dimensional control.
What a low volume CNC machining service actually covers
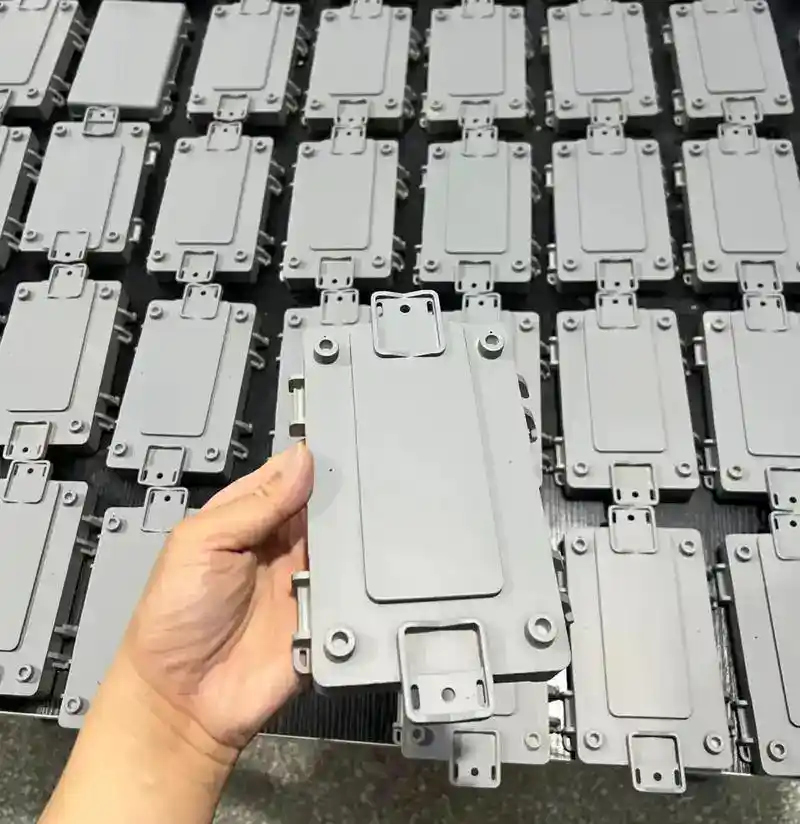
Low volume does not mean the same thing for every project. In practice, it usually refers to quantities too small for dedicated tooling economics but large enough that consistency, process control, and delivery planning matter. That may be 5 machined housings for engineering verification, 80 aluminum brackets for a pilot build, or 300 stainless steel components for pre-market deployment.
The key difference is not only quantity. It is the manufacturing objective. A prototype order is often focused on speed and basic fit. Low volume production usually requires tighter process discipline, clearer inspection criteria, and more repeatable machining strategy because the parts are intended for assembly, customer testing, or field use.
For that reason, a capable supplier should support more than basic milling and turning. Projects in this range often need a mix of 3-axis and 5-axis machining, turning, mill-turn processing, precision grinding, finishing, and inspection planning. The goal is to produce parts that are not just fast, but usable in a real production context.
Why engineers and buyers choose low volume CNC machining
The first reason is speed without tooling commitment. Injection molding, die casting, and other high-volume methods can reduce per-unit cost later, but they add upfront tooling cost and lead time. If the design may still change after testing, that investment can become rework.
The second reason is risk control. Low volume CNC machining lets teams verify geometry, assembly fit, surface requirements, and critical tolerances before they lock a design into a higher-volume process. For OEMs and product teams, that step often saves far more than the machining cost itself.
The third reason is flexibility. Material changes, drawing revisions, and engineering updates are common during NPI and pilot production. CNC machining handles these changes better than tooling-based methods. If revision B replaces revision A next week, the supplier can adjust programs and fixtures without waiting for new molds.
Procurement teams also value low volume CNC machining because it reduces inventory exposure. Instead of buying large quantities early, they can order in controlled batches, align supply with test demand, and avoid stocking obsolete parts.
Where a low volume CNC machining service fits best
This manufacturing model is especially useful in product development, bridge production, aftermarket support, automation equipment, and specialized industrial assemblies. Medical devices, robotics, aerospace support equipment, semiconductor hardware, and instrumentation all commonly use low volume machined parts because their demand profile is often variable and their tolerance requirements are rarely forgiving.
It is also a strong fit for custom OEM components that do not justify dedicated production tooling. A machine builder may need only 40 assemblies per quarter, but each assembly includes several high-precision parts. In that case, the supplier must offer repeatability and traceable quality, even if the order size remains modest.
What determines cost and lead time
Part quantity is only one factor. Geometry complexity has a major impact. Deep pockets, thin walls, undercuts, tight true position requirements, and multi-side features usually increase setup time and machine hours. Five-axis machining can reduce multiple setups for complex parts, but that does not automatically make it the lowest-cost route. It depends on feature access, tolerance stack-up, and batch size.
Material selection also changes the equation. Aluminum is generally efficient to machine and works well for many prototype and pilot applications. Stainless steel, titanium, hardened steels, and engineering plastics each bring different machining behavior, tool wear, and cycle time considerations.
Tolerance requirements are another cost driver. Not every feature needs ultra-tight control. If a drawing applies very narrow tolerances across all dimensions without functional reason, cost rises quickly. A good supplier should review the print and identify where standard tolerances are acceptable and where critical dimensions need closer control.
Surface finish, secondary processing, and inspection scope matter too. Anodizing, plating, heat treatment, grinding, bead blasting, and assembly packaging all add time. None of these are problems, but they should be planned upfront.
How to evaluate a low volume CNC machining service
For B2B buyers, machine capacity alone is not enough. The real question is whether the supplier can support the project from file review to repeatable delivery. That starts with quotation quality. If the supplier can review CAD files or drawings quickly and provide practical DFM feedback, it usually indicates stronger process control downstream.
Look for evidence of dimensional capability, not only broad claims. If a supplier states tolerances down to ±0.002 mm, the next question is how those tolerances are achieved and verified. Critical features may require specific machine selection, fixture design, in-process inspection, or post-machining grinding. Capability should be tied to method.
Communication speed is equally important in low volume work. Engineering changes happen quickly, and delayed feedback can stop an entire build. A responsive supplier should be able to confirm manufacturability issues, material alternatives, and lead-time impact early, not after production has started.
Inspection resources are another checkpoint. For low volume precision parts, first article inspection, CMM verification, material certification, and visual standards often matter more than in simple prototype work. The supplier should be able to match inspection depth to the project rather than applying the same approach to every order.

Low volume CNC machining service and DFM feedback
One of the biggest advantages of working with an engineering-focused supplier is manufacturability feedback before chips are cut. This is where many schedules are saved.
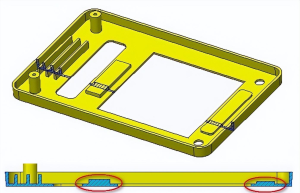
A drawing may be technically correct but expensive to machine. For example, an internal corner radius that is smaller than necessary can force additional operations. A noncritical cosmetic face may be specified with an unnecessarily fine finish. Thread depth may exceed functional need. None of these issues make the part impossible, but they increase cost and lead time.
A strong low volume CNC machining service should point out those issues early and offer alternatives that preserve function. In many projects, simple changes improve yield and shorten cycle time without affecting performance. That is particularly valuable in pilot runs, where small design improvements can carry into later production stages.
Why global buyers often source this work from China
For international buyers, China remains a practical sourcing base for low volume precision machining when the supplier combines equipment depth, engineering response, and export experience. The advantage is not just lower labor cost. It is the ability to handle varied processes, source common industrial materials efficiently, and move from prototype to batch production within one supply chain.
That said, supplier selection still matters. The best results come from manufacturers that are structured for custom B2B work rather than generic job-shop output. Companies such as 6 CNC are positioned around this model: fast quoting, no minimum order quantity, DFM support, precision capability, and global delivery for projects that need more than simple part cutting.
Common mistakes when ordering low volume machined parts
The most common mistake is treating low volume production like simple prototyping. Once parts are going into assemblies or field tests, drawings, revision control, inspection criteria, and packaging expectations need to be defined clearly.
Another mistake is over-tolerancing the entire part. This increases cost without improving function. A better approach is to identify mating features, datum strategy, and surfaces that actually affect performance.
Buyers also run into trouble when they select a supplier based only on unit price. In low volume work, a cheaper quote can become expensive if communication is slow, fixtures are poorly planned, or dimensional consistency varies across the batch. Repeatability matters more than headline pricing.
The practical value of low volume CNC machining
For engineers, it shortens the gap between design and physical validation. For procurement teams, it limits upfront investment while keeping quality under control. For OEMs, it creates a workable bridge between prototype and full-scale production.
That is why low volume CNC machining remains one of the most effective manufacturing options for custom precision parts. It gives teams room to refine the design, verify performance, and build with confidence before committing to larger-scale methods. When the supplier brings process discipline, fast feedback, and stable quality, low volume is not a compromise. It is often the smartest production decision at that stage.
If your project is still evolving, the best next step is not to force it into a high-volume model too early. It is to choose a manufacturing path that keeps precision, timing, and design flexibility in balance.