
A supplier asks for 500 pieces when you only need 3. That is where projects lose time, budget, and momentum. No minimum CNC machining solves that problem by letting you order one part, a handful of prototypes, or a small production run without forcing volume you do not need.
For engineering teams and buyers, that flexibility is not just convenient. It changes how you validate designs, manage inventory, and reduce sourcing risk. If your project is still evolving, a no-minimum model often makes more business sense than pushing early commitment into tooling or oversized batch orders.

Why no minimum CNC machining matters
Most low-volume projects do not fail because the design is impossible to machine. They fail because the commercial model does not match the stage of development. You may need one fixture block for assembly testing, six aluminum housings for pilot builds, or 20 stainless parts to support a field trial. A traditional supplier built around higher batch counts may treat those quantities as inefficient work.
We see the opposite. Small orders usually carry the highest decision value. One prototype can confirm fit, expose an interference issue, or show that a tolerance stack is too aggressive. A 10-piece run can reveal whether your design is ready for repeatable production. That kind of feedback is worth more than a pallet of parts ordered too early.
No minimum CNC machining also improves procurement control. You buy what the program needs now, not what a supplier needs to make the order attractive. That reduces dead stock, lowers the cost of design changes, and keeps engineering teams from getting locked into a revision before testing is complete.
What no-minimum service really includes
Some suppliers advertise no minimum order quantity, but the service behind it is limited. They may accept a single part, then apply pricing, lead times, or process restrictions that make the order impractical. For buyers, the real question is not whether one piece is allowed. It is whether one piece can be manufactured with the same discipline applied to a larger job.
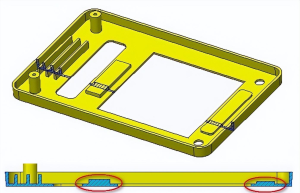
That means quoting from real drawings or CAD data, checking manufacturability before release, selecting a process that matches geometry and tolerance, and inspecting the part against defined requirements. If your print calls for ±0.01 mm on critical features, the supplier should evaluate whether that is necessary, realistic, and cost-effective before cutting material.
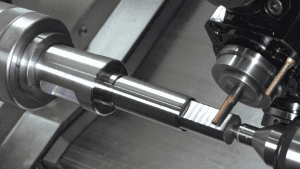
A capable no-minimum CNC machining partner should support more than simple 3-axis parts. Many low-volume orders involve five-axis features, turned components, mill-turn geometries, or precision ground surfaces. Complex parts do not become simpler just because the quantity is one.
Cost in no minimum CNC machining: where the money goes
Low quantity does not mean low effort. A one-piece CNC order still needs programming, setup, tooling selection, material handling, machining time, and inspection. That is why unit prices for single parts are always higher than for repeat production.
The right comparison is not piece price alone. You need to compare the total project cost. Ordering 200 parts to reduce the unit price often costs more if revision B arrives next week. Scrapped inventory, delayed design updates, and tied-up cash are real costs. For prototyping and bridge production, buying fewer parts at a higher unit price often protects your budget better.
Material choice also has a major effect. Aluminum 6061 is generally easier and faster to machine than stainless steel 316, titanium, or hardened tool steel. Tight tolerances, deep pockets, thin walls, and cosmetic surface requirements also add time. If you need anodizing, plating, heat treatment, or grinding, lead time and cost move accordingly.
We usually advise buyers to separate what is truly functional from what is simply inherited from an older drawing. A tolerance tightened from ±0.05 mm to ±0.01 mm can change the machining strategy and inspection effort significantly. On a no-minimum order, that difference shows up immediately in the quote.
When no minimum CNC machining is the best fit
This model works especially well during prototype development, EVT and DVT builds, spare parts sourcing, fixture fabrication, and low-volume market launches. It is also useful for replacement components in industrial equipment where annual demand may be unpredictable.
Medical device teams use low-volume machining for design verification and surgeon feedback units. Automation companies use it for custom brackets, end-effectors, and machine components. Hardware startups use it to bridge the gap between concept and stable production. OEM buyers use it when they need a qualified part quickly without waiting for tooling.
The common thread is uncertainty. If your design, demand, or timeline is still moving, no minimum CNC machining gives you room to adapt without wasting parts.
Trade-offs you should expect
Flexibility does not erase manufacturing constraints. A single custom part may still require special tooling, multiple setups, or secondary finishing. Some geometries are technically machinable but not sensible for low-volume CNC. Thin unsupported walls, extremely deep cavities, and undercuts may push the part toward five-axis machining, EDM, or a redesign.
Lead time also depends on process complexity, not just quantity. One simple milled aluminum plate might ship quickly. One complex titanium part with tight positional tolerances, threaded features, and post-machining surface treatment will take longer. Buyers get better outcomes when they share the true requirement early instead of sending an incomplete drawing and expecting an exact lead time within minutes.
There is also a consistency question. If your one-piece sample will become a 2,000-piece annual program, the prototype process should not drift too far from the intended production route. Otherwise, you validate a part that was made in a way you cannot scale economically. Good suppliers flag that risk during DFM review.
How to evaluate a supplier for no minimum CNC machining
Start with technical scope. Can the supplier machine your material, tolerance, and geometry in-house or through a controlled process chain? A shop that only handles simple aluminum brackets is not the right fit for precision shafts, optical mounts, or multi-sided housings.
Next, check how they quote. A serious supplier reviews drawings, critical dimensions, threads, surface finish requirements, and datums before confirming price and delivery. Fast quoting matters, but speed without engineering review creates delays later.
Inspection capability matters just as much as spindle capacity. For precision parts, you need confidence that the dimensions were verified with the right equipment and method. Claims like ±0.002 mm only matter when backed by process control and measurement discipline.
Communication is another filter. Buyers working across time zones need concise answers on manufacturability, process changes, and shipment status. If a supplier cannot explain why a feature is high risk or how a tolerance affects cost, the project usually becomes reactive.
At 6 CNC, we built our process around this exact gap in the market: high-precision custom parts in prototype, single-piece, and low-batch quantities, supported by engineering review, fast quotation, and global delivery.
How to get better results from your RFQ
A strong RFQ reduces both price noise and production risk. Send a clean CAD model, a controlled drawing, material specification, required finish, quantity, and any critical dimensions that drive function. If a feature matters for sealing, alignment, or bearing fit, say so clearly.
It also helps to identify which requirements are flexible. If the non-critical faces can accept standard machining marks, or if a cosmetic anodized finish is optional for the first article, your supplier can propose a faster and more cost-effective route.
For urgent jobs, tell the supplier what date actually matters. There is a difference between needing a quote today and needing parts on the bench in four days. That context helps prioritize process decisions.
No minimum does not mean no strategy
The smartest buyers use no-minimum CNC machining as a decision tool, not just a purchasing option. They start with one or two parts, confirm fit and function, refine the print, then release a controlled low-volume run. That staged approach shortens development cycles and limits the cost of mistakes.
If your project needs precision parts but your quantities are still low, you do not need to force a production model too early. You need a supplier that can machine accurately, respond quickly, and tell you when a design choice adds cost without adding value. That is usually what keeps a prototype from becoming a delay.